
Page 463 - Hartner
P. 463
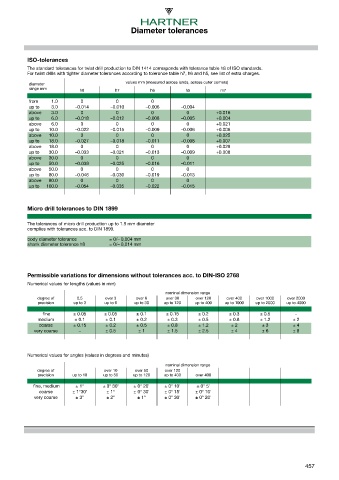
Diameter tolerances
ISO-tolerances
The standard tolerances for twist drill production to DIN 1414 corresponds with tolerance table h8 of ISO standards.
For twist drills with tighter diameter tolerances according to tolerance table h7, h6 and h5, see list of extra charges.
diameter values mm (measured across lands, across outer corners)
range mm h8 h7 h6 h5 m7
from 1.0 0 0 0
up to 3.0 –0.014 –0.010 –0.006 –0.004
above 3.0 0 0 0 0 +0.016
up to 6.0 –0.018 –0.012 –0.008 –0.005 +0.004
above 6.0 0 0 0 0 +0.021
up to 10.0 –0.022 –0.015 –0.009 –0.006 +0.006
above 10.0 0 0 0 0 +0.025
up to 18.0 –0.027 –0.018 –0.011 –0.008 +0.007
above 18.0 0 0 0 0 +0.029
up to 30.0 –0.033 –0.021 –0.013 –0.009 +0.008
above 30.0 0 0 0 0
up to 50.0 –0.039 –0.025 –0.016 –0.011
above 50.0 0 0 0 0
up to 80.0 –0.046 –0.030 –0.019 –0.013
above 80.0 0 0 0 0
up to 100.0 –0.054 –0.035 –0.022 –0.015
Micro drill tolerances to DIN 1899
The tolerances of micro drill production up to 1.5 mm diameter
complies with tolerances acc. to DIN 1899.
body diameter tolerance = 0/– 0,004 mm
shank diameter tolerance h8 = 0/– 0,014 mm
Permissible variations for dimensions without tolerances acc. to DIN-ISO 2768
Numerical values for lengths (values in mm)
nominal dimension range
degree of 0.5 over 3 over 6 over 30 over 120 over 400 over 1000 over 2000
precision up to 3 up to 6 up to 30 up to 120 up to 400 up to 1000 up to 2000 up to 4000
fine ± 0.05 ± 0.05 ± 0.1 ± 0.15 ± 0.2 ± 0.3 ± 0.5 -
medium ± 0.1 ± 0.1 ± 0.2 ± 0.3 ± 0.5 ± 0.8 ± 1.2 ± 2
coarse ± 0.15 ± 0.2 ± 0.5 ± 0.8 ± 1.2 ± 2 ± 3 ± 4
very coarse – ± 0.5 ± 1 ± 1.5 ± 2.5 ± 4 ± 6 ± 8
Numerical values for angles (values in degrees and minutes)
nominal dimension range
degree of over 10 over 50 over 120
precision up to 10 up to 50 up to 120 up to 400 over 400
fine, medium ± 1° ± 0° 30' ± 0° 20' ± 0° 10' ± 0° 5'
coarse ± 1°30' ± 1° ± 0° 30' ± 0° 15' ± 0° 10'
very coarse ± 3° ± 2° ± 1° ± 0° 30' ± 0° 20'
457