
Page 466 - Hartner
P. 466
Lip clearance angle/swarf removal frequency
Lip clearance angle on HSS and HSS-E twist drills
type N, type H
diameter and for the step type W, type FN, type V
range type FW, type S, type IS
at centre drills
drill dia. in mm lip clearance point angle lip clearance point angle lip clearance point angle
above up to angle a x angle a x angle a x
0.14 – 0.24 28° 118° 28° 130° 28° 130°
0.24 – 0.48 25° 118° 25° 130° 25° 130°
0.48 – 0.95 23° 118° 23° 130° 23° 130°
0.95 – 2.36 20° 118° 20° 130° 20° 130°
2.36 – 6.00 15° 118° 15° 130° 15° 130°
6.00 – 15.00 13° 118° 13° 130° 13° 130°
15.00 – 37.50 10° 118° 10° 130° 10° 130°
37.50 – 100.00 8° 118° 8° 130° 8° 130°
Lip clearance angle on countersink for: subland drills, step drills and centre drills
type N, type S type W, type H,
diameter countersink angle countersink angle centre drills
range
20 - 160° 161 - 180° 20 - 160° 161 - 180°
drill dia. in mm lip clearance lip clearance lip clearance lip clearance lip clear. angle meas.
above up to angle a x angle a x angle a x angle a x across shank-Ø D
0.48 – 0.95 - - - - 7°
0.95 – 2.36 14.0° 8° 16° 9° 7°
2.36 – 3.75 13.0° 7° 15° 8° 6°
3.75 – 6.00 12.5° 6.5° 14° 7° 5°
6.00 – 9.50 11.0° 6° 13° 7° 4°
9.50 – 15.00 10.0° 5° 12° 6° 4°
15.00 – 23.60 9.5° 5° 11° 6° –
23.60 – 37.50 9.0° 4.5° 11° 5° –
37.50 – 60.00 8.0° 4° 10° 5° –
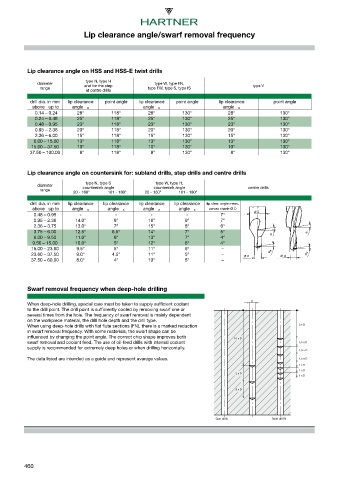
Swarf removal frequency when deep-hole drilling
When deep-hole drilling, special care must be taken to supply sufficient coolant D
to the drill point. The drill point is sufficiently cooled by removing swarf one or
several times from the hole. The frequency of swarf removal is mainly dependent
on the workpiece material, the drill hole depth and the drill type.
When using deep-hole drills with flat flute sections (FN), there is a marked reduction 5 x D
in swarf removal frequency. With some materials, the swarf shape can be
influenced by changing the point angle. The correct chip shape improves both 10 x D
swarf removal and coolant feed. The use of oil-feed drills with internal coolant 1,5 x D
supply is recommended for extremely deep holes or when drilling horizontally.
1,5 x D
The data listed are intended as a guide and represent avarage values. 1,5 x D
1 x D
1 x D
3 x D
1 x D
3 x D
Gun drills Twist drill N
460