
Page 460 - Hartner
P. 460
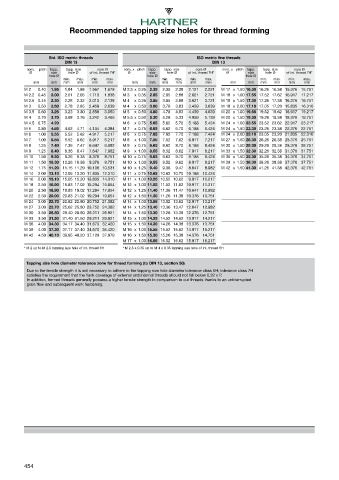
Recommended tapping size holes for thread forming
Std. ISO metric threads ISO metric fine threads
DIN 13 DIN 13
nom. pitch tapp. tapp. size core Ø nom. x pitch tapp. tapp. size core Ø nom. x pitch tapp. tapp. size core Ø
Ø size hole Ø of int. thread 7H* Ø size hole Ø of int. thread 7H* Ø size hole Ø of int. thread 7H*
hole Ø hole Ø hole Ø
min. max. min. max. min. max. min. max. min. max. min. max.
mm mm mm mm mm mm mm mm mm mm mm mm mm mm mm mm mm mm
M 2 0.40 1.85 1.84 1.88 1.567 1.679 M 2.5 x 0.35 2.35 2.35 2.38 2.121 2.221 M 17 x 1.50 16.30 16.26 16.38 15.376 15.751
M 2.2 0.45 2.00 2.01 2.05 1.713 1.838 M 3 x 0.35 2.85 2.85 2.88 2.621 2.721 M 18 x 1.00 17.55 17.52 17.62 16.917 17.217
M 2.5 0.45 2.30 2.28 2.32 2.013 2.138 M 4 x 0.35 3.85 3.85 3.88 3.621 3.721 M 18 x 1.50 17.30 17.26 17.38 16.376 16.751
M 3 0.50 2.80 2.78 2.85 2.459 2.639 M 4 x 0.50 3.80 3.78 3.83 3.459 3.639 M 18 x 2.00 17.10 17.05 17.20 15.835 16.310
M 3.5 0.60 3.25 3.23 3.30 2.850 3.050 M 5 x 0.50 4.80 4.78 4.83 4.459 4.639 M 20 x 1.00 19.55 19.52 19.62 18.917 19.217
M 4 0.70 3.70 3.68 3.76 3.242 3.466 M 5.5 x 0.50 5.30 5.28 5.33 4.959 5.139 M 20 x 1.50 19.30 19.26 19.38 18.376 19.751
M 4.5 0.75 4.20 M 6 x 0.75 5.65 5.62 5.70 5.188 5.424 M 24 x 1.00 23.55 23.52 23.62 22.917 23.217
M 5 0.80 4.65 4.62 4.71 4.134 4.384 M 7 x 0.75 6.65 6.62 6.70 6.188 6.424 M 24 x 1.50 23.30 23.26 23.38 22.376 22.751
M 6 1.00 5.55 5.52 5.62 4.917 5.217 M 8 x 0.75 7.65 7.62 7.70 7.188 7.424 M 24 x 2.00 23.10 23.05 23.20 21.835 22.310
M 7 1.00 6.55 6.52 6.62 5.917 6.217 M 8 x 1.00 7.55 7.52 7.62 6.917 7.217 M 27 x 1.50 26.30 26.26 26.38 25.376 25.751
M 8 1.25 7.40 7.36 7.47 6.647 6.982 M 9 x 0.75 8.65 8.62 8.70 8.188 8.424 M 30 x 1.50 29.30 29.26 29.38 28.376 28.751
M 9 1.25 8.40 8.36 8.47 7.647 7.982 M 9 x 1.00 8.55 8.52 8.62 7.917 8.217 M 33 x 1.50 32.30 32.26 32.38 31.376 31.751
M 10 1.50 9.30 9.26 9.38 8.376 8.751 M 10 x 0.75 9.65 9.62 9.70 9.188 9.424 M 36 x 1.50 35.30 35.26 35.38 34.376 34.751
M 11 1.50 10.30 10.26 10.38 9.376 9.751 M 10 x 1.00 9.55 9.52 9.62 8.917 9.217 M 39 x 1.50 38.30 38.26 38.38 37.376 37.751
M 12 1.75 11.20 11.15 11.29 10.106 10.531 M 10 x 1.25 9.40 9.36 9.47 8.647 8.982 M 42 x 1.50 41.30 41.26 41.38 42.376 42.751
M 14 2.00 13.10 13.05 13.20 11.835 12.310 M 11 x 0.75 10.65 10.62 10.70 10.188 10.424
M 16 2.00 15.10 15.05 15.20 13.835 14.310 M 11 x 1.00 10.55 10.52 10.62 9.917 10.217
M 18 2.50 16.90 16.83 17.02 15.294 15.854 M 12 x 1.00 11.55 11.52 11.62 10.917 11.217
M 20 2.50 18.90 18.83 19.02 17.294 17.854 M 12 x 1.25 11.40 11.36 11.47 10.647 10.982
M 22 2.50 20.90 20.83 21.02 19.294 19.854 M 12 x 1.50 11.30 11.26 11.38 10.376 10.751
M 24 3.00 22.70 22.62 22.80 20.752 21.382 M 14 x 1.00 13.55 13.52 13.62 12.917 13.217
M 27 3.00 25.70 25.62 25.80 23.752 24.382 M 14 x 1.25 13.40 13.36 13.47 12.647 12.982
M 30 3.50 28.50 28.40 28.60 26.211 26.921 M 14 x 1.50 13.30 13.26 13.38 12.376 12.751
M 33 3.50 31.50 31.40 31.60 29.211 29.921 M 15 x 1.00 14.55 14.52 14.62 13.917 14.217
M 36 4.00 34.30 34.17 34.40 31.670 32.420 M 15 x 1.50 14.30 14.26 14.38 13.376 13.751
M 39 4.00 37.30 37.17 37.40 34.670 35.420 M 16 x 1.00 15.55 15.52 15.62 14.917 15.217
M 42 4.50 40.10 39.95 40.20 37.129 37.979 M 16 x 1.50 15.30 15.26 15.38 14.376 14.751
M 17 x 1.00 16.55 16.52 16.62 15.917 16.217
* M 2 up to M 2.5 tapping size hole of int. thread 6H * M 2.5 x 0.35 up to M 4 x 0.35 tapping size hole of int. thread 6H
Tapping size hole diameter tolerance zone for thread forming (to DIN 13, section 50)
Due to the tensile strength it is not necessary to adhere to the tapping size hole diameter tolerance class 6H; tolerance class 7H
satisfies the requirement that the flank coverage of external and internal threads should not fall below 0.32 x P.
In addition, formed threads generally possess a higher tensile strength in comparison to cut threads thanks to an uninterrupted
grain flow and subsequent work hardening.
454