
Page 734 - Iscar
P. 734
USER GUIDE
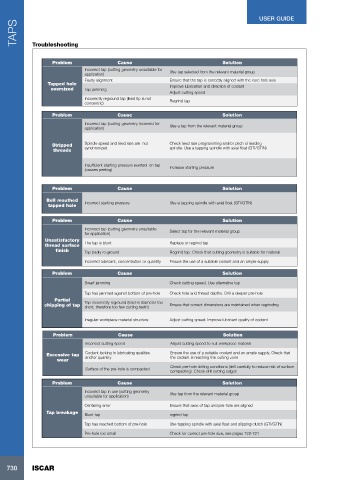
TAPS Troubleshooting
Problem Cause Solution
Incorrect tap (cutting geometry unsuitable for Use tap selected from the relevant material group
application)
Faulty alignment Ensure that the tap is correctly aligned with the core hole axis
Tapped hole
oversized Tap jamming Improve lubrication and direction of coolant
Adjust cutting speed
Incorrectly reground tap (lead tip is not Regrind tap
concentric)
Problem Cause Solution
Incorrect tap (cutting geometry incorrect for Use a tap from the relevant material group
application)
Stripped Spindle speed and feed rate are not Check feed rate programming and/or pitch of leading
threads synchronized spindle. Use a tapping spindle with axial float (GTI/GTIN)
Insufficient starting pressure exerted on tap Increase starting pressure
(causes peeling)
Problem Cause Solution
Bell mouthed
tapped hole Incorrect starting pressure Use a tapping spindle with axial float (GTI/GTIN)
Problem Cause Solution
Incorrect tap (cutting geometry unsuitable Select tap for the relevant material group
for application)
Unsatisfactory
thread surface The tap is blunt Replace or regrind tap
finish Tap badly re-ground Regrind tap. Check that cutting geometry is suitable for material
Incorrect lubricant, concentration or quantity Ensure the use of a suitable coolant and an ample supply
Problem Cause Solution
Swarf jamming Check cutting speed. Use alternative tap
Tap has jammed against bottom of pre-hole Check hole and thread depths. Drill a deeper pre-hole
Partial
chipping of tap Tap incorrectly reground (lead-in diameter too Ensure that correct dimensions are maintained when regrinding
short, therefore too few cutting teeth)
Irregular workpiece material structure Adjust cutting speed. Improve lubricant quality of coolant
Problem Cause Solution
Incorrect cutting speed Adjust cutting speed to suit workpiece material
Excessive tap Coolant lacking in lubricating qualities Ensure the use of a suitable coolant and an ample supply. Check that
wear and/or quantity the coolant is reaching the cutting zone
Check pre-hole drilling conditions (drill carefully to reduce risk of surface
Surface of the pre-hole is compacted
compacting). Check drill cutting edges
Problem Cause Solution
Incorrect tap in use (cutting geometry Use tap from the relevant material group
unsuitable for application)
Centering error Ensure that axes of tap and pre-hole are aligned
Tap breakage
Blunt tap regrind tap
Tap has reached bottom of pre-hole Use tapping spindle with axial float and slipping clutch (GTI/GTIN)
Pre-hole too small Check for correct pre-hole size, see pages 720-721
ISCAR
730 ISCAR
730