
Page 661 - Iscar
P. 661
USER GUIDE
GUNDRILLS
Drill Penetration Instructions on 1. Drill a pilot hole 0.5xD deep with a short drill in
Milling or Turning Machines: the same diameter as of the SUMOGUN drill.
Note: The following procedure (1-4) is recommended 2. Enter the pre-hole at slow speed, feed and 50
for up to 400 mm hole depths using RPM until 1-2 mm before reaching the bottom.
MNCNT …-400… drills 3. Activate the cooling system and increase rotation
For hole depths between 400 up to 800 mm, use speed to recommended drilling speed, maintain for 2-3
MNCNT …-800… drill only after reaching 400 seconds, then continue at recommended drilling feed.
mm depth with an MNCNT …-400… drill. No pecking is required.
Apply maximum possible coolant flow rate.
4. After having reached the required depth, reduce
speed to 50-100 RPM while exiting from the hole.
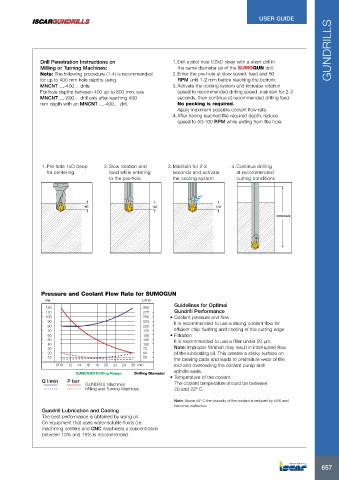
1. Pre-hole 1xD deep 2. Slow rotation and 3. Maintain for 2-3 4. Continue drilling
for centering feed while entering seconds and activate at recommended
to the pre-hole the cooling system cutting conditions
1xD 1xD 1xD
SUMOGUN
Pressure and Coolant Flow Rate for SUMOGUN
Bar L/min
Guidelines for Optimal
120 300
110 275 Gundrill Performance
100 250 • Coolant pressure and flow
90 225 It is recommended to use a strong coolant flow for
80 200
70 175 efficient chip flushing and cooling of the cutting edge
60 150 • Filtration
50 125 It is recommended to use a filter under 20 µm.
40 100
30 75 Note: Improper filtration may result in interrupted flow
20 50 of the lubricating oil. This creates a sticky surface on
10 25 the bearing pads and leads to premature wear of the
Ø 10 12 14 16 18 20 22 24 26 mm tool and overloading the coolant pump and
spindle seals.
SUMOGUN Drilling Range Drilling Diameter
• Temperature of the coolant
Q l/min P bar
GUNDRILL Machines The coolant temperature should be between
Milling and Turning Machines 20 and 22º C.
Note: Above 50º C the viscosity of the coolant is reduced by 50% and
becomes ineffective.
Gundrill Lubrication and Cooling
The best performance is obtained by using oil.
On equipment that uses water-soluble fluids (i.e.
machining centers and CNC machines) a concentration
between 10% and 15% is recommended.
657