
Page 328 - Iscar
P. 328
USER GUIDE
SLOTTING CUTTERS
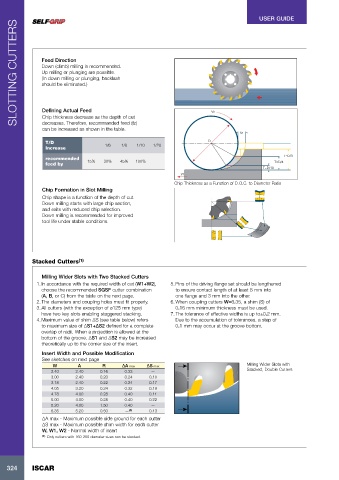
Feed Direction
Down (climb) milling is recommended.
Up milling or plunging are possible.
(In down milling or plunging, backlash
should be eliminated.)
Defining Actual Feed Vc
Chip thickness decrease as the depth of cut
decreases. Therefore, recommended feed (fz)
can be increased as shown in the table.
fz
T/D 1/6 1/8 1/10 1/20 D
Increase
T=D/3
recommended 15% 30% 45% 100%
feed by T=D/4
T=D/10
Vf
Chip Thickness as a Function of D.O.C. to Diameter Ratio
Chip Formation in Slot Milling
Chip shape is a function of the depth of cut.
Down milling starts with large chip section,
and exits with reduced chip selection.
Down milling is recommended for improved
tool life under stable conditions.
Stacked Cutters (1)
Milling Wider Slots with Two Stacked Cutters
1. In accordance with the required width of cut (W1+W2), 5. Pins of the driving flange set should be lengthened
choose the recommended SGSF cutter combination to ensure contact length of at least 8 mm into
(A, B, or C) from the table on the next page. one flange and 3 mm into the other.
2. The diameters and coupling holes must fit properly. 6. When coupling cutters W=6.35, a shim (S) of
3. All cutters (with the exception of ø125 mm type) 0.16 mm minimum thickness must be used.
have two key slots enabling staggered stacking. 7. The tolerance of effective widths is up to±0.2 mm.
4. Maximum value of shim ∆S (see table below) refers Due to the accumulation of tolerances, a step of
to maximum size of ∆S1+∆S2 defined for a complete 0.1 mm may occur at the groove bottom.
overlap of radii. When a projection is allowed at the
bottom of the groove, ∆S1 and ∆S2 may be increased
theoretically up to the corner size of the insert.
Insert Width and Possible Modification
See sketches on next page
W A R ∆A max ∆S max Milling Wider Slots with
2.40 2.40 0.16 0.33 — Stacked, Double Cutters
3.00 2.40 0.20 0.24 0.10
3.18 2.40 0.22 0.24 0.17
4.05 3.20 0.24 0.32 0.19
4.78 4.00 0.28 0.40 0.11
5.00 4.00 0.28 0.40 0.22
5.20 4.00 1.50 0.40 —
6.35 5.20 0.50 — (1) 0.13
∆A max - Maximum possible side ground for each cutter
∆S max - Maximum possible shim width for each cutter
W, W1, W2 - Normal width of insert
(1) Only cutters with 160-250 diameter sizes can be stacked.
ISCAR
324 ISCAR
324