
Page 258 - Iscar
P. 258
USER GUIDE
PROFILING TOOLS Overhang (mm) Overhang (mm)
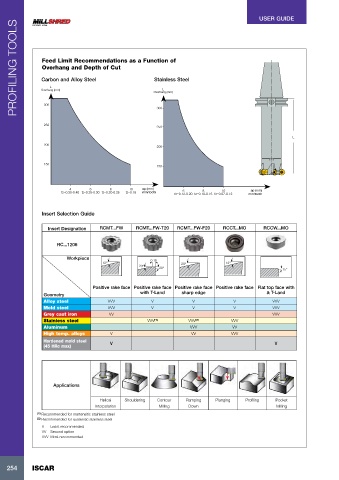
Feed Limit Recommendations as a Function of
Overhang and Depth of Cut
Carbon and Alloy Steel
Stainless Steel
L
L
300
250 300
250
L
200
200
150
150
4 6 8 10 ap (mm) 6 8 10 ap (mm)
fz=0.30-0.40 fz=0.25-0.30 fz=0.20-0.25 fz=0.15 mm/tooth fz=0.12-0.20 fz=0.10-0.15 fz=0.07-0.12 mm/tooth
Insert Selection Guide
Insert Designation RCMT...FW RCMT...FW-T20 RCMT...FW-F20 RCCT...MO RCCW...MO
RC...1206
Workpiece 0.15
12° 20° 12°
20°
20° 15°
Positive rake face Positive rake face Positive rake face Positive rake face Flat top face with
Geometry with T-Land sharp edge a T-Land
Alloy steel VVV V V V VVV
Mold steel VVV V V V VVV
Grey cast iron VV VVV
Stainless steel VVV (1) VVV (2) VVV
Aluminum VVV VV
High temp. alloys V VV VVV
Hardened mold steel
(45 HRc max) V V
Applications
Helical Shouldering Contour Ramping Plunging Profiling Pocket
Interpolation Milling Down Milling
(1) Recommended for martensitic stainless steel
(2) Recommended for austenitic stainless steel
V Least recommended
VV Second option
VVV Most recommended
ISCAR
254 ISCAR
254