
Page 256 - Iscar
P. 256
USER GUIDE
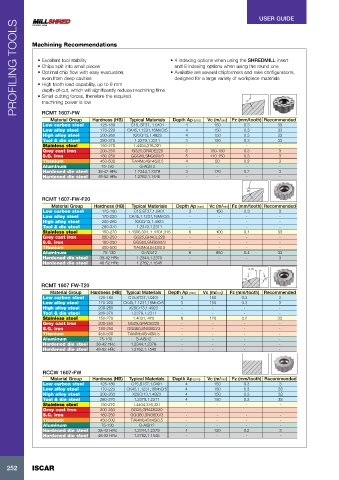
PROFILING TOOLS Machining Recommendations • 4 indexing options when using the SHREDMILL insert
• Excellent tool stability
• Chips split into small pieces
and 8 indexing options when using the round one
• Optimal chip flow with easy evacuation,
• Available are several chipformers and rake configurations,
designed for a large variety of workpiece materials
even from deep cavities
• High tooth load capability, up to 8 mm
depth-of-cut, which will significantly reduce machining time
• Small cutting forces, therefore the required
machining power is low
12˚
RCMT 1607-FW
Material Group Hardness (HB) Typical Materials Depth Ap (mm) Vc (m/min) Fz (mm/tooth) Recommended
Low carbon steel 125-180 C15, ST37, 1.0401 4 150 0.3 33
Low alloy steel 170-220 CK45,1.1231,16MnCr5 4 150 0.3 33
High alloy steel 200-260 X20Cr13,1.4923 4 150 0.3 33
Tool & die steel 280-370 1.2379,1.2311 3 150 0.3 33
Stainless steel 150-270 1.4404,316,321 - - - -
Grey cast iron 200-250 GG25,GRADE220 5 150-180 0.3 3
S.G. iron 180-250 GGG60,SNG600/3 5 110-150 0.3 3
Titanium 450-500 TiAI4Mo4Sn4Si0.5 4 50 0.2 3
Aluminum 75-130 G-AISi12 - - - -
Hardened die steel 38-42 HRc 1.2344,1.2379 3 120 0.2 3
Hardened die steel 48-52 HRc 1.2762,1.1545 - - - -
20˚
RCMT 1607-FW-F20
Material Group Hardness (HB) Typical Materials Depth Ap (mm) Vc (m/min) Fz (mm/tooth) Recommended
Low carbon steel 125-180 C15,ST37,1.0401 3 150 0.3 3
Low alloy steel 170-220 CK45,1.1231,16MnCr5 - - - -
High alloy steel 200-260 X20Cr13,1.4923 - - - -
Tool & die steel 280-370 1.2379,1.2311 - - - -
Stainless steel 150-270 1.4306,304, 1.4404,316 6 100 0.1 33
Grey cast iron 200-250 GG25,GRADE220 - - - -
S.G. iron 180-250 GGG60,SNG600/3 - - - -
Titanium 450-500 TiAI4Mo4Sn4Si0.5 - - - -
Aluminum 75-130 G-AISi12 6 850 0.4 33
Hardened die steel 38-42 HRc 1.2344,1.2379 - - - 3
Hardened die steel 48-52 HRc 1.2762,1.1545 - - - -
0.15
20˚ 20˚
RCMT 1607 FW-T20
Material Group Hardness (HB) Typical Materials Depth Ap (mm) Vc (m/min) Fz (mm/tooth) Recommended
Low carbon steel 125-180 C15,ST37,1.0401 3 150 0.3 3
Low alloy steel 170-220 CK45,1.1231,16MnCr5 3 150 0.3 3
High alloy steel 200-260 X20Cr13,1.4923 - - - -
Tool & die steel 280-370 1.2379,1.2311 - - - -
Stainless steel 150-270 1.4031, 420 6 120 0.2 33
Grey cast iron 200-250 GG25,GRADE220 - - - -
S.G. iron 180-250 GGG60,SNG600/3 - - - -
Titanium 450-500 TiAI4Mo4Sn4Si0.5 - - - -
Aluminum 75-130 G-AISi12 - - - -
Hardened die steel 38-42 HRc 1.2344,1.2379 - - - -
Hardened die steel 48-52 HRc 1.2762,1.1545 - - - -
RCCW 1607-FW
Material Group Hardness (HB) Typical Materials Depth Ap (mm) Vc (m/min) Fz (mm/tooth) Recommended
Low carbon steel 125-180 C15,ST37,1.0401 4 150 0.3 3
Low alloy steel 170-220 CK45,1.1231,16MnCr5 4 150 0.3 33
High alloy steel 200-260 X20Cr13,1.4923 4 150 0.3 33
Tool & die steel 280-370 1.2379,1.2311 4 150 0.3 33
Stainless steel 150-270 1.4404,316,321 - - - -
Grey cast iron 200-250 GG25,GRADE220 - - - -
S.G. iron 180-250 GGG60,SNG600/3 - - - -
Titanium 450-500 TiAI4Mo4Sn4Si0.5 - - - -
Aluminum 75-130 G-AISi12 - - - -
Hardened die steel 38-42 HRc 1.2344,1.2379 4 120 0.2 3
Hardened die steel 48-52 HRc 1.2762,1.1545 - - - -
ISCAR
252 ISCAR
252