
Page 205 - DC
P. 205
SCHNITTGESCHWINDIGKEITEN UND VORSCHÜBE
CUTTING SPEEDS AND FEED RATES
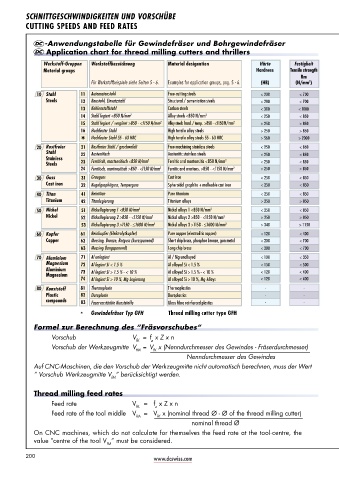
-Anwendungstabelle für Gewindefräser und Bohrgewindefräser
Application chart for thread milling cutters and thrillers
Werkstoff-Gruppen Werkstoffbezeichnung Material designation Härte Festigkeit
Material groups Hardness Tensile strength
Rm
Für Werkstoffbeispiele siehe Seiten 5 - 6. Examples for application groups, pag. 5 - 6. (HB) (N/mm )
2
50 - 100
0.04 - 0.15
80 - 150
10 Stahl
11 Automatenstahl
10 11 Free-cutting steels < 200 < 700 50 - 100 80 - 150 0.04 - 0.15
< 700
< 200
Steels 12 Structural / cementation steels < 200 < 700 40 - 80 60 - 120 0.04 - 0.15
12 Baustahl, Einsatzstahl
40 - 80
60 - 120
0.04 - 0.15
< 700
< 200
13 Kohlenstoffstahl
13 Carbon steels < 300 < 1 40 - 80 60 - 120 0.02 - 0.10
40 - 80
0.02 - 0.10
60 - 120
< 300
< 1000 000
14 Stahl legiert <850 N/mm
40 - 80
60 - 120
14 2 Alloy steels <850 N/mm 2 < 250 < 850 40 - 80 60 - 120 0.02 - 0.10
0.02 - 0.10
< 250
< 850
0.02 - 0.08
15 Stahl legiert / vergütet >850 - <1150 N/mm
15 2 Alloy steels hard. / temp. >850 - <1150 N/mm 2 > 250 > 850 30 - 60 50 - 90 0.02 - 0.08
30 - 60
50 - 90
> 250
> 850
30 - 60
0.01 - 0.05
20 - 40
16 Hochfester Stahl
16 High tensile alloy steels > 250 > 850 20 - 40 30 - 60 0.01 - 0.05
> 850
> 250
* * Hochfester Stahl 55 - 63 HRC High tensile alloy steels 55 - 63 HRC > 560 > 2000 10 - 30 20 - 40 0.005 - 0.02
0.005 - 0.02
20 - 40
10 - 30
> 2000
> 560
20 Rostfreier
21 Rostfreier Stahl / geschwefelt
50 - 90
30 - 60
< 850
20 21 Free machining stainless steels < 250 < 850 30 - 60 50 - 90 0.02 - 0.10
0.02 - 0.10
< 250
Stahl 22 Austenitic stainless steels < 250 < 850 20 - 40 30 - 60 0.01 - 0.05
22 Austenitisch
30 - 60
20 - 40
< 250
< 850
0.01 - 0.05
Stainless 2 2
23 Ferritisch, martensitisch <850 N/mm
0.02 - 0.08
30 - 60
50 - 90
< 850
< 250
Steels 23 Ferritic and martensitic <850 N/mm < 250 < 850 30 - 60 50 - 90 0.02 - 0.08
24 Ferritisch, martensitisch >850 - <1150 N/mm
24 2 Ferritic and martens. >850 - <1150 N/mm 2 > 250 > 850 20 - 40 30 - 60 0.01 - 0.05
20 - 40
> 250
> 850
0.01 - 0.05
30 - 60
30 Guss
31 Grauguss
80 - 150
0.05 - 0.15
50 - 100
0.05 - 0.15
50 - 100
80 - 150
< 250
< 850
0.1 - 0.3
30 31 Cast iron < 250 < 850 50 - 100 80 - 150 0.05 - 0.15 50 - 100 80 - 150 0.1 - 0.3 0.05 - 0.15
Cast iron 32 Spheroidal graphite + malleable cast iron < 250 < 850 50 - 80 80 - 120 0.02 - 0.10 50 - 80 80 - 120 0.1 - 0.2 0.02 - 0.10
50 - 80
0.02 - 0.10
50 - 80
80 - 120
< 250
0.02 - 0.10
32 Kugelgraphitguss, Temperguss
80 - 120
< 850
0.1 - 0.2
40 Titan
41 Reintitan
0.02 - 0.08
40 - 70
< 250
< 850
60 - 100
40 41 Pure titanium < 250 < 850 40 - 70 60 - 100 0.02 - 0.08
Titanium 42 Titanium alloys > 250 > 850 20 - 40 30 - 60 0.01 - 0.05
0.01 - 0.05
42 Titanlegierung
20 - 40
> 250
30 - 60
> 850
51 Nickellegierung 1 <850 N/mm
50 Nickel
0.02 - 0.08
20 - 40
30 - 60
< 850
< 250
50 51 2 Nickel alloys 1 <850 N/mm 2 < 250 < 850 20 - 40 30 - 60 0.02 - 0.08
Nickel 52 2 Nickel alloys 2 >850 - <1150 N/mm 2 > 250 > 850 20 - 40 30 - 60 0.02 - 0.08
52 Nickellegierung 2 >850 - <1150 N/mm
> 250
0.02 - 0.08
> 850
30 - 60
20 - 40
20 - 30
10 - 20
53 Nickellegierung 3 >1150 - ≤1600 N/mm
0.005 - 0.02
53 2 Nickel alloys 3 >1150 - ≤1600 N/mm 2 > 340 > 1150 10 - 20 20 - 30 0.005 - 0.02
> 1150
> 340
60 Kupfer
61 Reinkupfer (Elektrolytkupfer)
200 - 250
150 - 200
< 120
< 400
0.05 - 0.15
60 61 Pure copper (electrolitic copper) < 120 < 400 150 - 200 200 - 250 0.05 - 0.15
Copper 62 Short chip brass, phosphor bronze, gun metal < 200 < 700 150 - 200 200 - 250 0.05 - 0.15 100 - 250 150 - 300 0.1 - 0.4 0.05 - 0.20
62 Messing, Bronze, Rotguss (kurzspanend)
< 700
0.05 - 0.15
0.05 - 0.20
< 200
100 - 250
200 - 250
150 - 300
150 - 200
0.1 - 0.4
63 Messing (langspanend)
0.05 - 0.20
63 Long chip brass < 200 < 700 150 - 200 200 - 250 0.05 - 0.15 100 - 250 150 - 300 0.1 - 0.4 0.05 - 0.20
< 200
150 - 200
200 - 250
0.05 - 0.15
< 700
100 - 250
150 - 300
0.1 - 0.4
100 - 250
100 - 250
150 - 300
71 Al unlegiert
150 - 300
0.1 - 0.4
0.05 - 0.20
< 100
70 71 Al / Mg unalloyed < 100 < 350 100 - 250 150 - 300 0.05 - 0.20 100 - 250 150 - 300 0.1 - 0.4 0.05 - 0.20
0.05 - 0.20
< 350
70 Aluminium
Magnesium 72 Al alloyed Si < 1.5 % < 150 < 500 100 - 250 150 - 300 0.05 - 0.20 100 - 250 150 - 300 0.1 - 0.4 0.05 - 0.20
100 - 250
100 - 250
150 - 300
150 - 300
72 Al legiert Si < 1.5 %
0.05 - 0.20
0.05 - 0.20
< 500
< 150
0.1 - 0.4
Aluminium 73 100 - 250 150 - 300 0.05 - 0.20 100 - 250 150 - 300 0.05 - 0.20
0.05 - 0.20
0.05 - 0.20
150 - 300
150 - 300
100 - 250
100 - 250
0.1 - 0.4
< 120
< 400
Magnesium 73 Al legiert Si > 1.5 % - < 10 % Al alloyed Si > 1.5 % - < 10 % < 120 < 400 0.1 - 0.4
74 Al alloyed Si > 10 %, Mg-Alloys < 120 < 400 100 - 250 150 - 300 0.05 - 0.15 100 - 200 150 - 250 0.1 - 0.3 0.05 - 0.15
100 - 200
0.05 - 0.15
150 - 250
0.05 - 0.15
< 400
100 - 250
150 - 300
74 Al legiert Si > 10 %, Mg-Legierung
< 120
0.1 - 0.3
150 - 300
0.05 - 0.20
81 Thermoplaste
100 - 200
80 81 Thermoplastics - - - - 100 - 200 150 - 300 0.05 - 0.20
80 Kunststoff
Plastic 82 Duroplastics - - - - 50 - 100 80 - 150 0.04 - 0.15
0.04 - 0.15
82 Duroplaste
50 - 100
80 - 150
compounds 83 Glass fibre reinforced plastics - - - - 60 - 80 80 - 120 0.04 - 0.15
0.04 - 0.15
60 - 80
80 - 120
83 Faserverstärkte Kunststoffe
* Gewindefräser Typ GFH Thread milling cutter type GFH
Formel zur Berechnung des “Fräsvorschubes“
Vorschub V = f x Z x n
fK z
Vorschub der Werkzeugmitte V = V x (Nenndurchmesser des Gewindes - Fräserdurchmesser)
fM fK
Nenndurchmesser des Gewindes
Auf CNC-Maschinen, die den Vorschub der Werkzeugmitte nicht automatisch berechnen, muss der Wert
” Vorschub Werkzeugmitte V ” berücksichtigt werden.
fM
Thread milling feed rates
Feed rate V = f x Z x n
fK
z
Feed rate of the tool middle V = V x (nominal thread Ø - Ø of the thread milling cutter)
fM
fK
nominal thread Ø
On CNC machines, which do not calculate for themselves the feed rate at the tool-centre, the
value ”centre of the tool V ” must be considered.
fM
200