
Page 74 - logic
P. 74
FOR INTERNAL USE ONL Y • SUBJECT TO CHANGE
DHUB
DCONMS
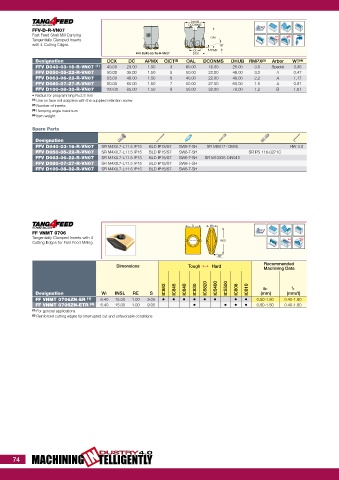
FFV-D-R-VN07
Fast Feed Shell Mill Carrying OAL Rd°
Tangentially Clamped Inserts
with 4 Cutting Edges 16˚
DC APMX
FFV D040-03-16-R-VN07 DCX
Designation DCX DC APMX CICT (2) OAL DCONMS DHUB RMPX (3) Arbor WT (4)
FFV D040-03-16-R-VN07 (1) 40.00 25.00 1.50 3 60.00 16.00 25.00 3.0 Special 0.36
FFV D050-05-22-R-VN07 50.00 35.00 1.50 5 50.00 22.00 48.00 3.2 A 0.47
FFV D063-06-22-R-VN07 63.00 48.00 1.50 6 40.00 22.00 48.00 2.2 A 1.17
FFV D080-07-27-R-VN07 80.00 65.00 1.50 7 50.00 27.00 60.00 1.5 A 0.81
FFV D100-08-32-R-VN07 100.00 85.00 1.50 8 50.00 32.00 78.00 1.2 B 1.61
• Radius for programming R=2.8 mm
(1) Use on face mill adapters with the supplied retention screw
(2) Number of inserts
(3) Ramping angle maximum
(4) Item weight
Spare Parts
Designation
FFV D040-03-16-R-VN07 SR M4X0.7-L11.5 IP15 BLD IP15/S7 SW6-T-SH SR M8X17-13685 HW 4.0
FFV D050-05-22-R-VN07 SR M4X0.7-L11.5 IP15 BLD IP15/S7 SW6-T-SH SR PS 118-0271C
FFV D063-06-22-R-VN07 SR M4X0.7-L11.5 IP15 BLD IP15/S7 SW6-T-SH SR M10X25 DIN912
FFV D080-07-27-R-VN07 SR M4X0.7-L11.5 IP15 BLD IP15/S7 SW6-T-SH
FFV D100-08-32-R-VN07 SR M4X0.7-L11.5 IP15 BLD IP15/S7 SW6-T-SH
S W1
FF VNMT 0706
Tangentially Clamped Inserts with 4 Rd°
Cutting Edges for Fast Feed Milling lNSL
RE
Recommended
Dimensions Tough 1 Hard
Machining Data
IC882 IC845 IC840 IC830 IC5820 IC5400 IC5500 IC808 IC810 ap fz
Designation W1 INSL RE S (mm) (mm/t)
FF VNMT 0706ZN-ER (1) 6.40 15.00 1.00 9.05 • • • • • • • • 0.50-1.50 0.40-1.80
FF VNMT 0706ZN-ETR (2) 6.40 15.00 1.00 9.05 • • • • 0.50-1.50 0.40-1.80
(1) For general applications
(2) Reinforced cutting edges for interrupted cut and unfavorable conditions
DUSTRY 4.0
MACHINING IN TELLIGENTLY
74