
Page 72 - logic
P. 72
FOR INTERNAL USE ONL Y • SUBJECT TO CHANGE
DHUB
DCONMS
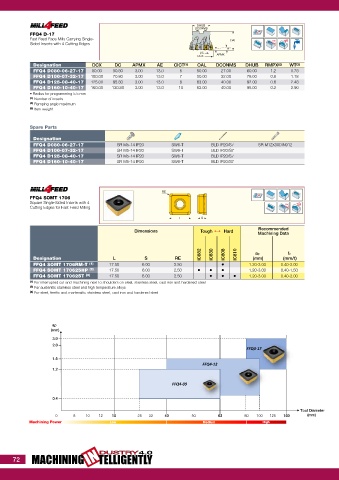
FFQ4 D-17
Fast Feed Face Mills Carrying Single- OAL Rd°
Sided Inserts with 4 Cutting Edges
14°
DC
DCX APMX
Designation DCX DC APMX AE CICT (1) OAL DCONMS DHUB RMPX (2) WT (3)
FFQ4 D080-06-27-17 80.00 50.80 3.00 13.0 6 50.00 27.00 60.00 1.2 0.78
FFQ4 D100-07-32-17 100.00 70.80 3.00 13.0 7 50.00 32.00 78.00 0.8 1.18
FFQ4 D125-08-40-17 125.00 95.80 3.00 13.0 8 63.00 40.00 92.00 0.6 2.48
FFQ4 D160-10-40-17 160.00 130.80 3.00 13.0 10 63.00 40.00 95.00 0.2 2.90
• Radius for programming 5.5 mm
(1) Number of inserts
(2) Ramping angle maximum
(3) Item weight
Spare Parts
Designation
FFQ4 D080-06-27-17 SR M5-14 IP20 SW6-T BLD IP20/S7 SR M12X30DIN912
FFQ4 D100-07-32-17 SR M5-14 IP20 SW6-T BLD IP20/S7
FFQ4 D125-08-40-17 SR M5-14 IP20 SW6-T BLD IP20/S7
FFQ4 D160-10-40-17 SR M5-14 IP20 SW6-T BLD IP20/S7
RE
FFQ4 SOMT 1706
Square Single-Sided Inserts with 4 Rd°
Cutting Edges for Fast Feed Milling
L S
Recommended
Dimensions Tough 1 Hard
Machining Data
IC882 IC830 IC808 IC810 ap fz
Designation L S RE (mm) (mm/t)
FFQ4 SOMT 1706RM-T (1) 17.50 6.00 2.50 • 1.20-3.00 0.40-2.00
FFQ4 SOMT 170625HP (2) 17.50 6.00 2.50 • • • 1.20-3.00 0.40-1.50
FFQ4 SOMT 170625T (3) 17.50 6.00 2.50 • • • 1.20-3.00 0.40-2.00
(1) For interrupted cut and machining next to shoulders on steel, stainless steel, cast iron and hardened steel
(2) For austenitic stainless steel and high temperature alloys
(3) For steel, ferritic and martensitic stainless steel, cast iron and hardened steel
ap
(mm)
3.0
2.0
FFQ4-17
1.5
FFQ4-12
1.2
FFQ4-09
0.4
Tool Diameter
0 8 10 12 16 25 32 40 50 63 80 100 125 160 (mm)
Machining Power Low Medium High
DUSTRY 4.0
MACHINING IN TELLIGENTLY
72