
Page 850 - Iscar
P. 850
INTRODUCTION
TOOLING SYSTEMS
Hydraulic Chucks
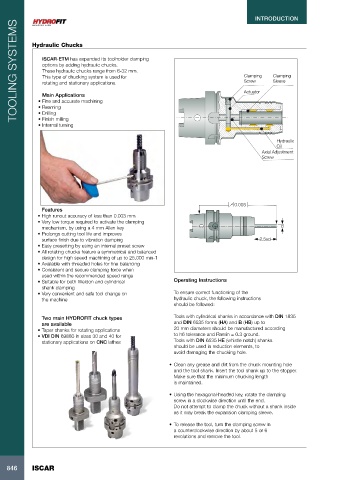
ISCAR-ETM has expanded its toolholder clamping
options by adding hydraulic chucks.
These hydraulic chucks range from 6-32 mm.
This type of chucking system is used for Clamping Clamping
rotating and stationary applications. Screw Sleeve
Actuator
Main Applications
• Fine and accurate machining
• Reaming
• Drilling
• Finish milling
• Internal turning
Hydraulic
Oil
Axial Adjustment
Screw
0.003
Features
• High runout accuracy of less than 0.003 mm
• Very low torque required to activate the clamping
mechanism, by using a 4 mm Allen key d
• Prolongs cutting tool life and improves
surface finish due to vibration damping 2.5xd
• Easy presetting by using an internal preset screw
• All rotating chucks feature a symmetrical and balanced
design for high speed machining of up to 25,000 min-1
• Available with threaded holes for fine balancing
• Consistent and secure clamping force when
used within the recommended speed range
• Suitable for both Weldon and cylindrical Operating Instructions
shank clamping
• Very convenient and safe tool change on To ensure correct functioning of the
the machine hydraulic chuck, the following instructions
should be followed:
Two main HYDROFIT chuck types Tools with cylindrical shanks in accordance with DIN 1835
are available and DIN 6535 forms (HA) and B (HB) up to
• Taper shanks for rotating applications 20 mm diameters should be manufactured according
• VDI DIN 69880 in sizes 30 and 40 for to h6 tolerance and Ramin = 0.3 ground.
stationary applications on CNC lathes Tools with DIN 6535 HE (whistle notch) shanks
should be used in reduction elements, to
avoid damaging the chucking hole.
• Clean any grease and dirt from the chuck mounting hole
and the tool shank. Insert the tool shank up to the stopper.
Make sure that the minimum chucking length
is maintained.
• Using the hexagonal-headed key, rotate the clamping
screw in a clockwise direction until the end.
Do not attempt to clamp the chuck without a shank inside
as it may break the expansion clamping sleeve.
• To release the tool, turn the clamping screw in
a counterclockwise direction by about 5 or 6
revolutions and remove the tool.
ISCAR
846
846 ISCAR