
Page 807 - Iscar
P. 807
r 80˚ lt 7° 95°
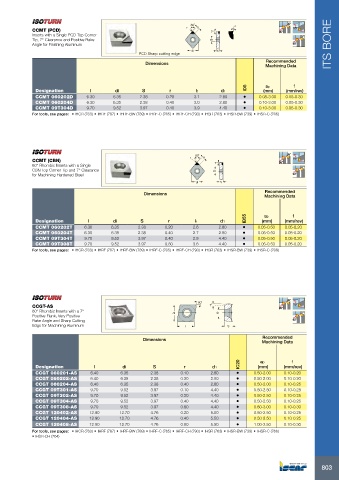
CCMT (PCD) 7° 95° 95º
Inserts with a Single PCD Top Corner 97°
Tip, 7° Clearance and Positive Rake d1
Angle for Finishing Aluminum 93° ITS BORE
di S
PCD Sharp cutting edge
Recommended
Dimensions
Machining Data
f
ap
Designation l di S r lt d1 ID5 (mm) (mm/rev)
CCMT 060202D 6.30 6.35 2.38 0.20 3.1 2.80 • 0.08-3.00 0.05-0.30
CCMT 060204D 6.30 6.35 2.38 0.40 3.0 2.80 • 0.10-3.00 0.05-0.30
CCMT 09T304D 9.70 9.52 3.97 0.40 3.9 4.40 • 0.10-3.00 0.05-0.30
For tools, see pages: • IHCR (763) • IHRF (787) • IHRF-BW (789) • IHRF-C (765) • IHRF-CH (790) • IHSR (763) • IHSR-BW (739) • IHSR-C (766)
80˚ 95°
CCMT (CBN) r lt 7° 95° 95º
80° Rhombic Inserts with a Single 97°
CBN Top Corner Tip and 7° Clearance d1
for Machining Hardened Steel 93°
di S
Recommended
Dimensions
Machining Data
IB55 ap f
Designation l di S r lt d1 (mm) (mm/rev)
CCMT 060202T 6.30 6.35 2.38 0.20 2.6 2.80 • 0.05-0.50 0.05-0.20
CCMT 060204T 6.30 6.35 2.38 0.40 2.7 2.80 • 0.05-0.50 0.05-0.20
CCMT 09T304T 9.70 9.52 3.97 0.40 2.9 4.40 • 0.05-0.50 0.05-0.20
CCMT 09T308T 9.70 9.52 3.97 0.80 3.6 4.40 • 0.05-0.50 0.05-0.20
For tools, see pages: • IHCR (763) • IHRF (787) • IHRF-BW (789) • IHRF-C (765) • IHRF-CH (790) • IHSR (763) • IHSR-BW (739) • IHSR-C (766)
80˚ 95°
CCGT-AS 7˚ 95° 95º
80° Rhombic Inserts with a 7° di d1 97°
Positive Flank, Very Positive
Rake Angle and Sharp Cutting 93°
Edge for Machining Aluminum l S
Recommended
Dimensions
Machining Data
f
ap
Designation l di S r d1 IC20 (mm) (mm/rev)
CCGT 060201-AS 6.40 6.35 2.38 0.10 2.80 • 0.50-2.00 0.10-0.20
CCGT 060202-AS 6.40 6.35 2.38 0.20 2.80 • 0.50-2.00 0.10-0.20
CCGT 060204-AS 6.40 6.35 2.38 0.40 2.80 • 0.50-2.00 0.10-0.25
CCGT 09T301-AS 9.70 9.52 3.97 0.10 4.40 • 0.50-2.50 0.10-0.25
CCGT 09T302-AS 9.70 9.52 3.97 0.20 4.40 • 0.50-2.50 0.10-0.25
CCGT 09T304-AS 9.70 9.52 3.97 0.40 4.40 • 0.50-2.50 0.10-0.25
CCGT 09T308-AS 9.70 9.52 3.97 0.80 4.40 • 0.80-3.00 0.10-0.30
CCGT 120402-AS 12.90 12.70 4.76 0.20 5.50 • 0.50-2.50 0.10-0.25
CCGT 120404-AS 12.90 12.70 4.76 0.40 5.50 • 0.50-2.50 0.10-0.25
CCGT 120408-AS 12.90 12.70 4.76 0.80 5.50 • 1.00-3.50 0.10-0.30
For tools, see pages: • IHCR (763) • IHRF (787) • IHRF-BW (789) • IHRF-C (765) • IHRF-CH (790) • IHSR (763) • IHSR-BW (739) • IHSR-C (766)
• IHSR-CH (764)
803