
Page 691 - Iscar
P. 691
USER GUIDE
REAMERS
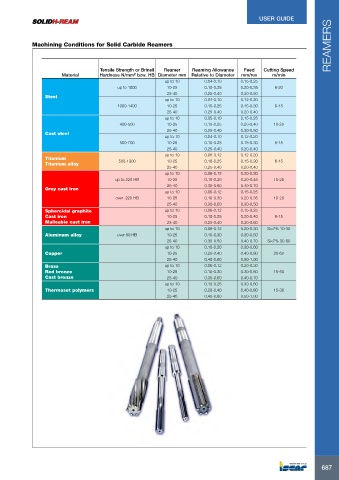
Machining Conditions for Solid Carbide Reamers
Tensile Strength or Brinell Reamer Reaming Allowance Feed Cutting Speed
Material Hardness N/mm bzw. HB Diameter mm Relative to Diameter mm/rev m/min
2
up to 10 0.04-0.10 0.15-0.25
up to 1000 10-25 0.10-0.25 0.20-0.35 6-20
25-40 0.25-0.40 0.30-0.50
Steel
up to 10 0.04-0.10 0.12-0.20
1000-1400 10-25 0.10-0.25 0.15-0.30 6-15
25-40 0.25-0.40 0.20-0.40
up to 10 0.05-0.10 0.15-0.25
400-500 10-25 0.10-0.25 0.20-0.40 10-20
25-40 0.25-0.40 0.30-0.50
Cast steel
up to 10 0.04-0.10 0.12-0.20
500-700 10-25 0.10-0.25 0.15-0.30 6-15
25-40 0.25-0.40 0.20-0.40
up to 10 0.06-0.12 0.12-0.20
Titanium 500-1300 10-25 0.10-0.25 0.15-0.30 6-15
Titanium alloy
25-40 0.25-0.40 0.20-0.40
up to 10 0.06-0.12 0.20-0.30
up to 220 HB 10-25 0.10-0.30 0.30-0.45 10-25
25-40 0.30-0.50 0.40-0.70
Grey cast iron
up to 10 0.06-0.12 0.15-0.25
over 220 HB 10-25 0.10-0.30 0.20-0.35 10-20
25-40 0.30-0.50 0.30-0.50
Spheroidal graphite up to 10 0.06-0.12 0.15-0.25
Cast iron 10-25 0.10-0.25 0.20-0.40 8-15
Malleable cast iron 25-40 0.25-0.40 0.30-0.60
up to 10 0.06-0.12 0.20-0.30 Si<7% 10-30
Aluminum alloy over 80 HB 10-25 0.10-0.30 0.30-0.50
25-40 0.30-0.50 0.40-0.70 Si<7% 30-60
up to 10 0.10-0.20 0.30-0.60
Copper 10-25 0.20-0.40 0.40-0.80 20-60
25-40 0.40-0.60 0.50-1.00
Brass up to 10 0.06-0.12 0.20-0.30
Red bronze 10-25 0.10-0.30 0.30-0.50 15-50
Cast bronze 25-40 0.30-0.50 0.40-0.70
up to 10 0.10-0.25 0.30-0.60
Thermoset polymers 10-25 0.20-0.40 0.40-0.80 15-30
25-40 0.40-0.60 0.50-1.00
687
687