
Page 591 - Iscar
P. 591
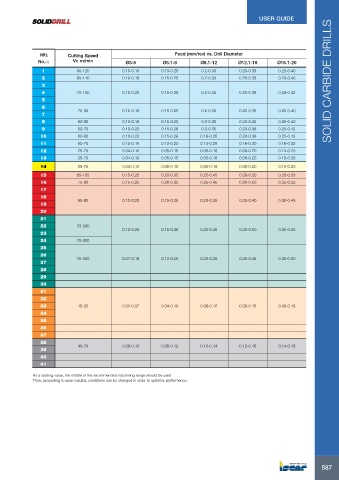
USER GUIDE
Mtl. Cutting Speed Feed (mm/rev) vs. Drill Diameter
No.(1) Vc m/min Ø3-5 Ø5.1-8 Ø8.1-12 Ø12.1-16 Ø16.1-20
1 80-120 0.10-0.18 0.15-0.25 0.2-0.30 0.20-0.35 0.25-0.40
2 80-110 0.10-0.18 0.15-0.25 0.2-0.30 0.20-0.35 0.25-0.40 SOLID CARBIDE DRILLS
3
4 70-100 0.10-0.20 0.15-0.28 0.2-0.35 0.20-0.38 0.25-0.42
5
6
70-90 0.10-0.18 0.15-0.25 0.2-0.30 0.20-0.35 0.25-0.40
7
8 60-80 0.10-0.18 0.15-0.25 0.2-0.30 0.20-0.35 0.25-0.40
9 50-70 0.10-0.20 0.15-0.28 0.2-0.35 0.20-0.38 0.25-0.42
10 60-80 0.10-0.20 0.15-0.28 0.18-0.35 0.20-0.38 0.25-0.42
11 50-70 0.10-0.15 0.12-0.20 0.14-0.25 0.16-0.30 0.18-0.32
12 25-75 0.04-0.10 0.05-0.15 0.05-0.18 0.08-0.20 0.10-0.20
13 25-75 0.04-0.10 0.05-0.15 0.05-0.18 0.08-0.20 0.10-0.20
14 25-75 0.04-0.10 0.05-0.15 0.05-0.18 0.08-0.20 0.10-0.20
15 85-105 0.15-0.25 0.20-0.35 0.25-0.45 0.30-0.50 0.35-0.55
16 75-90 0.15-0.25 0.20-0.35 0.25-0.45 0.30-0.50 0.35-0.55
17
18
65-80 0.12-0.20 0.15-0.25 0.20-0.35 0.25-0.40 0.30-0.45
19
20
21
22 70-300
0.10-0.25 0.15-0.35 0.25-0.45 0.30-0.50 0.35-0.55
23
24 70-200
25
26
70-300 0.07-0.18 0.12-0.25 0.20-0.35 0.25-0.45 0.30-0.50
27
28
29
30
31
32
33 15-35 0.02-0.07 0.04-0.10 0.06-0.12 0.08-0.15 0.08-0.18
34
35
36
37
38
40-70 0.06-0.10 0.08-0.12 0.10-0.14 0.12-0.16 0.14-0.18
39
40
41
As a starting value, the middle of the recommended machining range should be used.
Then, (according to wear results), conditions can be changed in order to optimize performance.
587
587