
Page 547 - Iscar
P. 547
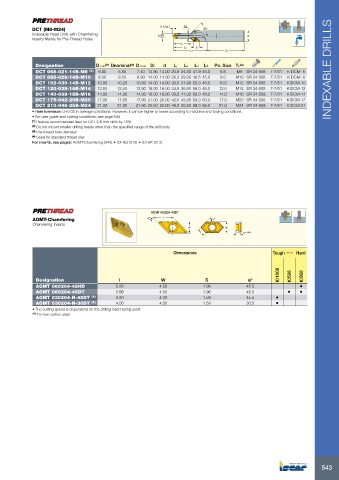
DCT (M8-M24) 0.18xD D2 45°
Indexable Head Drills with Chamfering min d
Inserts Mainly for Pre-Thread Holes D max
L
L5 6
L1 L4
Designation D min (2) Dnominal (3) D max D2 d L L5 L1 L4 Po. Size Th (4)
DCT 068-021-14B-M8 (1) 6.80 6.80 7.40 13.90 14.00 20.9 24.50 41.9 45.0 6.8 M8 SR 34-508 T-7/51 K DCM- 8 INDEXABLE DRILLS
DCT 085-026-14B-M10 8.30 8.50 8.90 14.00 14.00 26.3 29.00 46.5 45.0 8.0 M10 SR 34-508 T-7/51 K DCM- 8
DCT 102-030-14B-M12 10.00 10.20 10.90 14.00 14.00 30.0 31.90 52.0 45.0 10.0 M12 SR 34-508 T-7/51 K DCM-10
DCT 120-035-16B-M14 12.00 12.00 12.90 16.00 16.00 34.9 36.90 58.0 48.0 12.0 M14 SR 34-508 T-7/51 K DCM-12
DCT 140-039-18B-M16 14.00 14.00 14.90 18.00 18.00 39.0 41.00 60.0 48.0 14.0 M16 SR 34-508 T-7/51 K DCM-14
DCT 175-042-20B-M20 17.30 17.50 17.90 21.00 20.00 42.0 43.80 63.0 50.0 17.0 M20 SR 34-508 T-7/51 K DCM-17
DCT 210-048-25B-M24 21.00 21.00 21.90 25.50 25.00 48.2 50.50 69.0 56.0 21.0 M24 SR 34-508 T-7/51 K DCM-21
• Hole tolerance: D+0.05 in average conditions. However, it can be higher or lower according to machine and tooling conditions.
• For user guide and cutting conditions, see page 544
(1) Reduce recommended feed for DCT 6.8 mm drills by 10%
(2) Do not mount smaller drilling heads other than the specified range of the drill body
(3) Pre-thread hole diameter
(4) Used for standard thread size
For inserts, see pages: AOMT-Chamfering (543) • IDI-SG (513) • IDI-SK (513)
AOMT 060204-45DT
AOMT-Chamfering a° l a°
Chamfering Inserts
w w
l S ±0.025
Dimensions Tough 1 Hard
IC1008 IC508 IC908
Designation l W S a°
AOMT 060204-45HD 5.66 4.50 1.96 45.5 •
AOMT 060204-45DT 5.66 4.50 1.96 45.5 • •
AOMT 030204-N-45DT (1) 2.80 4.00 1.59 45.5 •
AOMT 030204-N-30DT (1) 4.00 4.00 1.59 30.5 •
• The cutting speed is dependend on the drilling insert being used
(1) For low carbon steel
543