
Page 546 - Iscar
P. 546
USER GUIDE
INDEXABLE DRILLS • DR-DH drills can be used with any type of adaptation. Double-ended Pad
However, concentric adapters such as hydraulic chucks
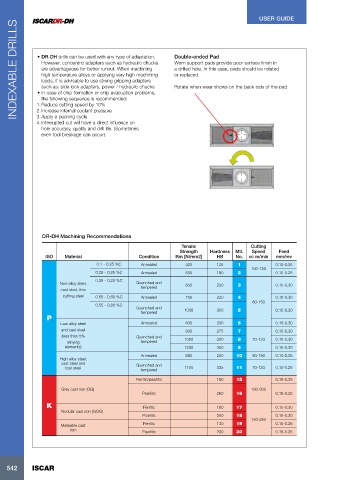
Worn support pads provide poor surface finish in
are advantageous for better runout. When machining
a drilled hole. In this case, pads should be rotated
or replaced.
high temperature alloys or applying very high machining
loads, it is advisable to use strong gripping adapters
such as: side lock adapters, power / hydraulic chucks
Rotate when wear shows on the back side of the pad
• In case of chip formation or chip evacuation problems,
the following sequence is recommended:
1. Reduce cutting speed by 10%
2. Increase internal coolant pressure
3. Apply a pecking cycle
4. Interrupted cut will have a direct influence on
hole accuracy, quality and drill life. (Sometimes
even tool breakage can occur).
DR-DH Machining Recommendations
Tensile Cutting
Strength Hardness Mtl. Speed Feed
ISO Material Condition Rm [N/mm2] HB No. vc m/min mm/rev
0.1 - 0.25 %C Annealed 420 125 1 0.10-0.25
100-150
0.25 - 0.25 %C Annealed 650 190 2 0.10-0.25
0.25 - 0.25 %C
Non-alloy steel, Quenched and 850 250 3 0.15-0.30
cast steel, free tempered
cutting steel 0.55 - 0.80 %C Annealed 750 220 4 0.15-0.30
80-150
0.55 - 0.80 %C
Quenched and 1000 300 5 0.15-0.30
tempered
P
Low alloy steel Annealed 600 200 6 0.15-0.30
and cast steel 930 275 7 0.15-0.30
(less than 5% Quenched and 1000 300 8 70-120 0.15-0.30
alloying tempered
elements) 1200 350 9 0.15-0.30
Annealed 680 200 10 80-150 0.10-0.25
High alloy steel,
cast steel and Quenched and
tool steel tempered 1100 325 11 70-120 0.10-0.25
Ferritic/pearlitic 180 15 0.18-0.35
Grey cast iron (GG) 180-300
Pearlitic 260 16 0.18-0.35
K Ferritic 160 17 0.15-0.30
Nodular cast iron (GGG)
Pearlitic 250 18 0.15-0.30
150-250
Ferritic 130 19 0.15-0.35
Malleable cast
iron Pearlitic 230 20 0.15-0.35
ISCAR
542 ISCAR
542