
Page 294 - Iscar
P. 294
USER GUIDE
SLOTTING CUTTERS
8 Recommended Cutting Speed
Workpiece Material
ISO class Typical Example ISCAR Cutting
DIN/ISO AISI/SAE/ Hardness, mat. speed Vc,
513 Description ASTM DIN W.-Nr. HB group** m/min Insert Grade Coolant
Non-alloy steel 1020 1.0402 130-180 1 130-200 LN….08 IC928
Alloy steel 4340 1.6582 260-300 8 120-170 LN….08 IC928
P Alloy steel 3135 1.5710 HRC 35-40* 9 100-120 LN….08 IC928 Air blow
High alloy steel H13 1.2344 200-220 10 100-150 LN….08 IC928
Martensitic s.s. 420 1.4021 200 12 100-140 LN….08 IC928
Austenitic s.s. 304L 1.4306 200 14 70-120 LN….08 IC928
M Wet
Austenitic s.s. 316L 1.4404 140 14 80-120 LN….08 IC928 (emulsion)
Grey cast iron Class 40 0.6025 (GG25) 250 16 180-230 LN….08 IC910
K Nodular cast iron Class 65-45-12 0.7050 (GGG50) 200 17 150-200 LN….08 IC910 Air blow
S High temp. alloys AMS R56400 3.7165 (Ti6Al4V) HRC 40-45 37 35-45 LN….08 IC928 Wet
(emulsion)
* Quenched and tempered
** ISCAR material group in accordance with VDI 3323 standard
9
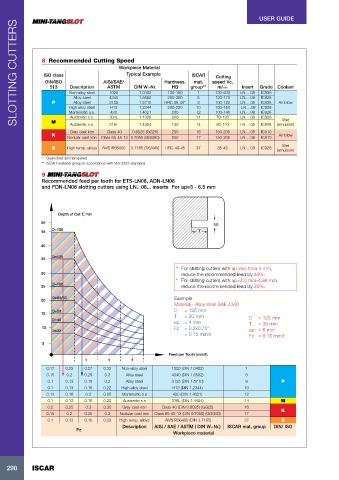
Recommended feed per tooth for ETS-LN08, ADN-LN08
and FDN-LN08 slotting cutters using LN.. 08... inserts For ap=3 - 6.5 mm
Depth of Cut T, mm
50 ap
45 D=160 T
40
D=125
35
* For slotting cutters with ap less than 4 mm,
20 reduce the recommended feed by 40%.
* For slotting cutters with ap=4.0 mm-4.99 mm,
D=100
25 reduce the recommended feed by 25%.
D=80/63 Example
20
Material - Alloy steel SAE 4340
15 D=50 D = 125 mm
T = 20 mm
D=40 D = 125 mm
ap = 4 mm T = 35 mm
10 Fz = 0.2x0.75*
D=32 ap = 6 mm
= 0.15 mm/t Fz = 0.15 mm/t
5
Feed per Tooth (mm/t)
0.17 0.22 0.27 0.32 Non-alloy steel 1020 (DIN 1.0402) 1
0.15 0.2 0.25 0.3 Alloy steel 4340 (DIN 1.6582) 8
0.1 0.13 0.15 0.2 Alloy steel 3135 (DIN 1.5710) 9 P
0.1 0.13 0.16 0.22 High alloy steel H13 (DIN 1.2344) 10
0.13 0.16 0.2 0.25 Martensitic s.s 420 (DIN 1.4021) 12
0.1 0.13 0.16 0.22 Austenitic s.s 316L (DIN 1.4404) 14 M
0.2 0.25 0.3 0.35 Grey cast iron Class 40 (DIN 0.6025) (GG25) 16
K
0.15 0.2 0.25 0.3 Nodular cast iron Class 65-45-12 (DIN 0.7050) (GGG50) 17
0.1 0.13 0.16 0.22 High temp. alloys AMS R56400 (DIN 3.7165) 37 S
Description AISI / SAE / ASTM ( DIN W.-Nr.) ISCAR mat. group DIN/ ISO
Fz
Workpiece material
ISCAR
290
290 ISCAR