
Page 276 - Iscar
P. 276
USER GUIDE
PLUNGING CUTTERS
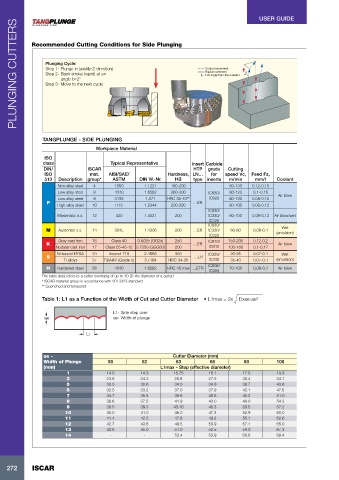
Recommended Cutting Conditions for Side Plunging
Plunging Cycle:
Step 1- Plunge in (axially-Z direction) Control movement
Rapid movement
Step 2- Back stroke (rapid) at an β - Exit angle from the material β
angle b≥2°
Step 3- Move to the next cycle
TANGPLUNGE - SIDE PLUNGING
Workpiece Material
ISO
class Typical Representative Insert Carbide
DIN/ ISCAR HTP grade Cutting
ISO mat. AISI/SAE/ Hardness, LN… for speed Vc, Feed Fz,
513 Description group* ASTM DIN W.-Nr. HB type inserts m/min mm/t Coolant
Non-alloy steel 4 1060 1.1221 180-200 80-130 0.12-0.15
Low alloy steel 8 4340 1.6582 260-300 IC830/ 80-120 0.1-0.15 Air blow
Low alloy steel 9 3135 1.571 HRC 35-40** IC928 80-120 0.08-0.15
P …ER
High alloy steel 10 H13 1.2344 200-220 80-100 0.08-0.12
IC830/
Martensitic s.s. 12 420 1.4021 200 IC330/ 80-100 0.08-0.12 Air blow/wet
IC328
IC830/
M Austenitic s.s. 14 304L 1.4306 200 …ER IC330/ 60-80 0.08-0.1 Wet
IC328 (emulsion)
Grey cast iron 16 Class 40 0.6025 (GG25) 250 IC810/ 150-200 0.12-0.2
K …ER Air blow
Nodular cast iron 17 Class 65-45-12 0.7050 (GGG50) 200 IC910 100-180 0.1-0.17
Ni-based HTSA 34 Inconel 718 2.4668 350 IC328/ 20-25 0.07-0.1 Wet
S …ER
Ti alloys 37 Ti6Al4V (Grade 5) 3.7164 HRC 34-36 IC330 35-40 0.07-0.1 (emulsion)
IC808/
H Hardened steel 38 4340 1.6582 HRC 45 max …ETR 70-100 0.08-0.1 Air blow
IC908
The table data refers to a cutter overhang of up to 4D (D-the diameter of a cutter)
* ISCAR material group in accordance with VDI 3323 standard
** Quenched and tempered
Table 1: L1 as a Function of the Width of Cut and Cutter Diameter • L1max = 2x Dxae-ae 2
L1- Side step over
ae ae- Width of plunge
L1
ae - Cutter Diameter (mm)
Width of Plunge 50 52 63 66 80 100
(mm) L1max - Step (effective diameter)
1 14.0 14.3 15.75 16.1 17.8 19.9
3 23.8 24.3 26.8 27.5 30.4 34.1
5 30.0 30.6 34.0 34.9 38.7 43.6
6 32.5 33.2 37.0 37.9 42.1 47.5
7 34.7 35.5 39.6 40.6 45.2 51.0
8 36.6 37.5 41.9 43.0 48.0 54.3
9 38.5 39.3 43.10 45.3 50.5 57.2
10 40.0 41.0 46.0 47.3 52.9 60.0
11 41.4 42.5 47.8 49.2 55.1 62.6
12 42.7 43.8 49.5 50.9 57.1 65.0
13 43.8 45.0 51.0 52.5 59.0 67.3
14 - - 52.4 53.9 60.8 69.4
ISCAR
272 ISCAR
272