
Page 279 - Iscar
P. 279
USER GUIDE
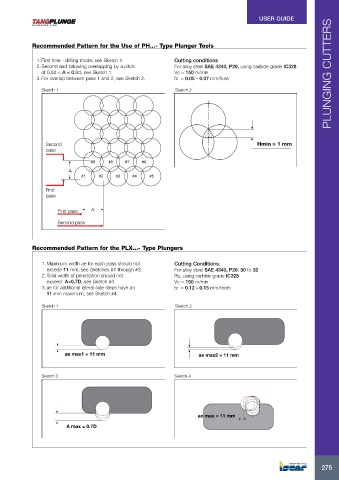
Recommended Pattern for the Use of PH...- Type Plunger Tools
1. First hole - drilling mode, see Sketch 1. Cutting conditions
2. Second and following overlapping by a pitch For alloy steel SAE 4340, P20, using carbide grade IC328
of 0.5d < A < 0.8d, see Sketch 1. Vc = 150 m/min PLUNGING CUTTERS
3. For overlap between pass 1 and 2, see Sketch 2. fz = 0.05 - 0.07 mm/flute
Sketch 1 Sketch 2
Second Hmin = 1 mm
pass
#9 #8 #7 #6
A
#1 #2 #3 #4 #5
First
pass
First pass A
Second pass
Recommended Pattern for the PLX...- Type Plungers
1. Maximum width ae for each pass should not Cutting Conditions:
excede 11 mm, see Sketches #1 through #3. For alloy steel SAE 4340, P20. 30 to 32
2. Total width of penetration should not Rc, using carbide grade IC328
exceed A<0.7D, see Sketch #3. Vc = 150 m/min
3. ae for additional lateral side steps have an fz = 0.12 - 0.15 mm/tooth
11 mm maximum, see Sketch #4.
Sketch 1 Sketch 2
ae max1 = 11 mm ae max2 = 11 mm
Sketch 3 Sketch 4
Dt Di
ae max = 11 mm
A max = 0.7D
275
275