
Page 202 - yt
P. 202
-
-
-
CNGX...E
-
-
-
CNGX...ME
Insert
Recommendtion-CNGX Insert
B100
B100
B100
CNGX ... M
C250/B100
C250/B100
C250/B100
CNGX Instert Grade Selection
feed fZ mm/
Recom.
0.2-0.4
tooth
group No.
Material
1
3
2
Data reference 0.2-0.35 - - B100 C250/B100 4 - - B100 C250/B100 5 0.2-0.32 - - B100 C250/B100 6 - - B100 C250/B100 0.15-0.3 7 - - B100 - 8 F30 0.2-0.4 - - B100 - 9 - - B100 - 10 0.2-0.33 - - B100 - 11 0.1 0.2 0.3 - - F30 - 12 0.22-0.4 - - F30 - 13 Saw - - F30 - 14 - 0.2-0.35 - F30 - 15 - - F20 - - 16 - - F20 - - 0.22-0.42 17 - F20 -
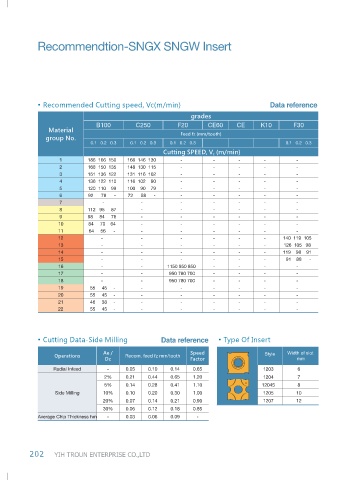
K10 - - - - - - - - - - - - - - - - - - - - - - Style 1203 1204 12045 1205 1207
CE - - - - - - - - - - - - - - - - - - - - - - • Type Of Insert
Recommendtion-SNGX SNGW Insert
CE60 - - - - - - - - - - - - - - - - - - - - - -
grades Feed fZ (mm/tooth) Cutting SPEED, V c (m/min) Speed Factor 0.65 1.20 1.10 1.00 0.90 0.85 -
F20 0.1 0.2 0.3 - - - - - - - - - - - - - - - 1150 950 850 950 780 700 950 780 700 - - - - Data reference Recom. feed fz mm/tooth 0.14 0.10 0.65 0.44 0.41 0.28 0.30 0.20 0.21 0.14 0.18 0.12 0.09 0.06
• Recommended Cutting speed, Vc(m/min) C250 B100 0.1 0.2 0.3 0.1 0.2 0.3 166 146 130 186 166 150 148 130 115 168 150 135 131 116 102 151 136 122 116 102 90 136 122 110 100 90 79 120 110 99 72 58 - 92 78 - - - - 112 95 87 - 98 84 76 - 84 70 64 - 64 56 - - - - - - - - - - - - - - - - 55 45 -
Average Chip Thickness hm
Radial Infeed
Operations
Side Milling
group No.
Material
16
17
14
15
18
21
22
19
20
11
10
13
12
3
4
1
2
5
8
9
6
7
202