
Page 200 - yt
P. 200
Saw
Data reference
-
-
-
-
-
-
SNGX...EE
-
-
-
-
-
-
SNGX...ME
Insert
B100
B100
B100
B100
B100
B100
Recommendtion-SNGX Insert
SNGX ... M
C250/B100
C250/B100
C250/B100
C250/B100
C250/B100
C250/B100
SNGX Instert Grade Selection
feed fZ mm/
Recom.
0.10-0.15
0.14-0.22
0.14-0.20
0.14-0.25
0.14-0.30
0.14-0.22
tooth
group No.
Material
1
6
4
3
2
5
Data reference - - B100 C250/B100 0.10-0.13 7 - - B100 - 0.14-0.25 8 - - B100 - 0.14-0.22 9 - - B100 - 0.14-0.20 10 - - B100 - 0.10-0.15 11 - - F30 - 0.14-0.30 12 19 20 21 22 - - F30 - 0.14-0.22 13 0.015-0.025 - - F30 - 0.14-0.20 14 0.02-0.03 - - F30 - 0.10-0.15 15 - F20 - - 0.16-0.30 16 0.03-0.04 - F20 - - 0.16-0.25 17 - F20 - -
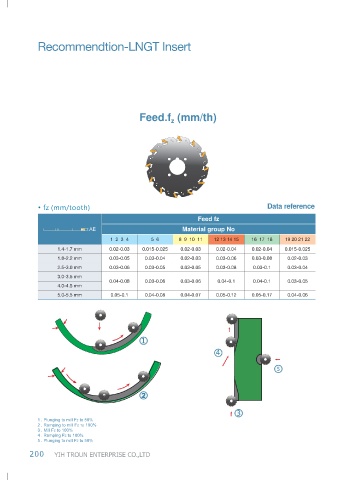
16 17 18 12 13 14 15 0.02-0.04 0.02-0.04 0.03-0.08 0.03-0.06 0.03-0.1 0.03-0.08 0.04-0.1 0.04-0.1 0.05-0.17 0.05-0.12
Feed.f z (mm/th) Feed fz Material group No 8 9 10 11 5 6 0.02-0.03 0.015-0.025 0.02-0.03 0.03-0.04 0.03-0.05 0.03-0.05 0.03-0.06 0.03-0.06 0.04-0.07 0.04-0.08
Recommendtion-LNGT Insert
1 2 3 4 0.02-0.03 0.03-0.05 0.03-0.06 0.04-0.08 0.05-0.1
AE YIH TROUN ENTERPRISE CO.,LTD
• fz (mm/tooth) 1.4-1.7 mm 1.8-2.2 mm 2.5-3.0 mm 3.0-3.5 mm 4.0-4.5 mm 5.0-5.5 mm 1 . Plunging to mill FZ to 50% 2 . Ramping to mill FZ TO 100% 3 . Mill FZ to 100% 4 . Ramping FZ to 100% 5 . Plunging to mill FZ to 50%
200