
Page 104 - yt
P. 104
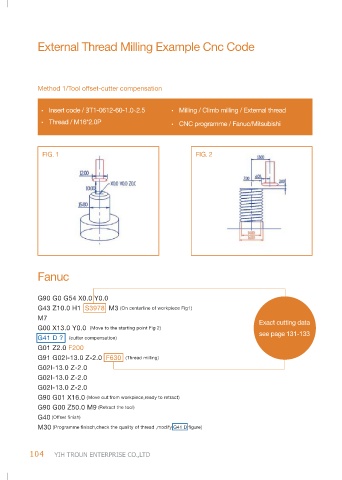
External Thread Milling Example Cnc Code
Method 2: Reset the starting point(X) and (I)fi gure
Milling / Climb milling / External thread UFO Milling / Climb milling / External thread · Insert code / 3T1-0612-60-1.0_2.5 · Thread / M16*2.0P · CNC programme / Fanuc / Mitsubishi · CNC programme / Fanuc/Mitsubishi FIG. 2 FIG. 1 FIG. 2 Fanuc G90 G0 G54 X0.0 Y0.0 G43 Z10.0 H1 S3978 M3 (On centerline of workpiece Fig1) Exact cutting data M7 Exact cutting data see page 131-133 G00 X13.0
External Thread Milling Example Cnc Code
· ·
Method 1/Tool offset-cutter compensation Insert code / 3T1-0612-60-1.0_2.5 Thread / M16*2.0P G90 G0 G54 X0.0 Y0.0 G43 Z10.0 H1 S3978 M3 (On centerline of workpiece Fig1) G00 X13.0 Y0.0 (Move to the starting point Fig 2) G41 D ? (cutter compensation) G91 G02I-13.0 Z-2.0 F630 (Thread milling) G90 G01 X16.0 (Move out from workpiece,ready to retract) G90 G00 Z50.0 M9 (Retract the tool) M30 (Programme f
G02I-13.0 Z-2.0
G01 Z2.0 F200
G02I-13.0 Z-2.0
G02I-13.0 Z-2.0
G40 (Offset finish)
Fanuc
FIG. 1
M7
104
·
·