
Page 102 - yt
P. 102
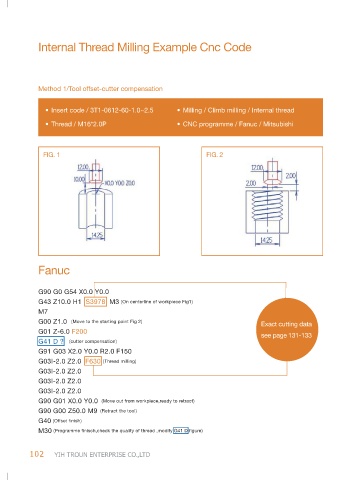
Internal Thread Milling Example Cnc Code
Method 2: Reset the starting point(X) and (I)fi gure
• Milling / Climb milling / Internal thread UFO • Milling / Climb milling / Internal thread • Insert code / 3T1-0612-60-1.0~2.5 • CNC programme / Fanuc / Mitsubishi • Thread / M16*2.0P • CNC programme / Fanuc / Mitsubishi FIG. 2 FIG. 1 FIG. 2 Fanuc G90 G0 G54 X0.0 Y0.0 G43 Z10.0 H1 S3978 M3 (On centerline of workpiece Fig1) M7 Exact cutting data G00 Z1.0 (Move to the starting point Fig 2) Exact cutti
Internal Thread Milling Example Cnc Code
Method 1/Tool offset-cutter compensation • Insert code / 3T1-0612-60-1.0~2.5 • Thread / M16*2.0P G90 G0 G54 X0.0 Y0.0 G43 Z10.0 H1 S3978 M3 (On centerline of workpiece Fig1) G00 Z1.0 (Move to the starting point Fig 2) G41 D ? (cutter compensation) G91 G03 X2.0 Y0.0 R2.0 F150 G03I-2.0 Z2.0 F630 (Thread milling) G90 G01 X0.0 Y0.0 (Move out from workpiece,ready to retract) G90 G00 Z50.0 M9
G01 Z-6.0 F200
G03I-2.0 Z2.0
G03I-2.0 Z2.0
G40 (Offset finish)
G03I-2.0 Z2.0
Fanuc
FIG. 1
M7
102