
Page 60 - logic
P. 60
FOR INTERNAL USE ONL Y • SUBJECT TO CHANGE
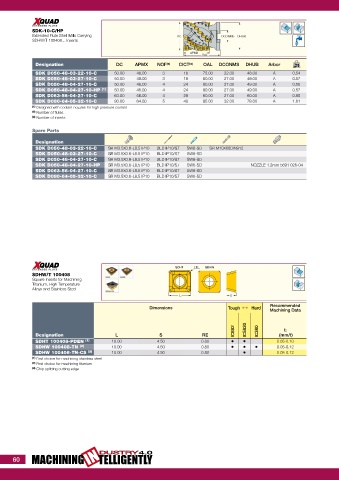
SDK-10-C/HP
Extended Flute Shell Mills Carrying DC DCONMS DHUB
SDHW/T 100408... Inserts
APMX
OAL
Designation DC APMX NOF (2) CICT (3) OAL DCONMS DHUB Arbor kg
SDK D050-48-03-22-10-C 50.00 48.00 3 18 75.00 22.00 48.00 A 0.54
SDK D050-48-03-27-10-C 50.00 48.00 3 18 80.00 27.00 49.00 A 0.57
SDK D050-48-04-27-10-C 50.00 48.00 4 24 80.00 27.00 49.00 A 0.56
SDK D050-48-04-27-10-HP (1) 50.00 48.00 4 24 80.00 27.00 49.00 A 0.57
SDK D063-56-04-27-10-C 63.00 56.00 4 28 80.00 27.00 60.00 A 0.90
SDK D080-64-05-32-10-C 80.00 64.00 5 40 85.00 32.00 78.00 A 1.61
(1) Designed with coolant nozzles for high pressure coolant
(2) Number of flutes
(3) Number of inserts
Spare Parts
Designation
SDK D050-48-03-22-10-C SR M3.5X0.6-L8.5 IP10 BLD IP10/S7 SW6-SD SR M10X60DIN912
SDK D050-48-03-27-10-C SR M3.5X0.6-L8.5 IP10 BLD IP10/S7 SW6-SD
SDK D050-48-04-27-10-C SR M3.5X0.6-L8.5 IP10 BLD IP10/S7 SW6-SD
SDK D050-48-04-27-10-HP SR M3.5X0.6-L8.5 IP10 BLD IP10/S7 SW6-SD NOZZLE 1.2mm 5691 026-04
SDK D063-56-04-27-10-C SR M3.5X0.6-L8.5 IP10 BLD IP10/S7 SW6-SD
SDK D080-64-05-32-10-C SR M3.5X0.6-L8.5 IP10 BLD IP10/S7 SW6-SD
SDHT RE SDHW
SDHW/T 100408
Square Inserts for Machining
Titanium, High Temperature
Alloys and Stainless Steel
L S
Recommended
Dimensions Tough 1 Hard Machining Data
IC882 IC5820 IC380 fz
Designation L S RE (mm/t)
SDHT 100408-PDEN (1) 10.00 4.50 0.80 • • 0.05-0.10
SDHW 100408-TN (2) 10.00 4.50 0.80 • • • 0.05-0.12
SDHW 100408-TN-CS (3) 10.00 4.50 0.80 • 0.05-0.12
(1) First choice for machining stainless steel
(2) First choice for machining titanium
(3) Chip splitting cutting edge
DUSTRY 4.0
MACHINING IN TELLIGENTLY
60