
Page 334 - Iscar
P. 334
CUTTERS FOR ALUMINUM
Rd°
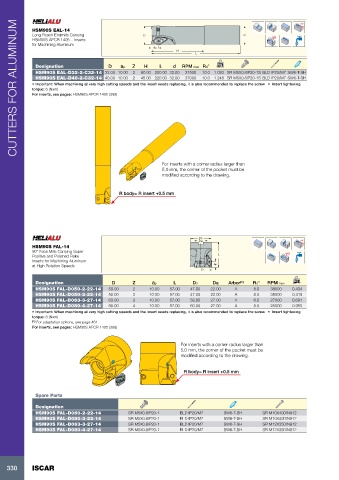
HSM90S EAL-14
Long Reach Endmills Carrying D d
HSM90S APCR 1405... Inserts
for Machining Aluminum
ap
H
L
Designation D ap Z H L d RPM max Rd° kg
HSM90S EAL-D32-2-C32-14 32.00 10.00 2 80.00 200.00 32.00 37500 10.0 1.020 SR M5X0.8IP20-1S BLD IP20/M7 SW6-T-SH
HSM90S EAL-D40-2-C32-14 40.00 10.00 2 45.00 220.00 32.00 37000 10.0 1.248 SR M5X0.8IP20-1S BLD IP20/M7 SW6-T-SH
• Important: When machining at very high cutting speeds and the insert needs replacing, it is also recommended to replace the screw • Insert tightening
torque: 6 (Nxm)
For inserts, see pages: HSM90S APCR 1405 (399)
For inserts with a corner radius larger than
5.0 mm, the corner of the pocket must be
modified according to the drawing.
R body= R insert +0.5 mm
D3 Rd°
Da
HSM90S FAL-14
90° Face Mills Carrying Super
Positive and Polished Rake L
Inserts for Machining Aluminum
at High Rotation Speeds ap
D
Designation D Z ap L D3 Da Arbor (1) Rd° RPM max kg
HSM90S FAL-D050-2-22-14 50.00 2 10.00 57.00 47.00 22.00 A 8.0 38000 0.434
HSM90S FAL-D050-3-22-14 50.00 3 10.00 57.00 47.00 22.00 A 8.0 38000 0.419
HSM90S FAL-D063-3-27-14 63.00 3 10.00 57.00 58.00 27.00 A 6.0 27000 0.691
HSM90S FAL-D080-4-27-14 80.00 4 10.00 57.00 60.00 27.00 A 5.0 25000 0.955
• Important: When machining at very high cutting speeds and the insert needs replacing, it is also recommended to replace the screw • Insert tightening
torque: 6 (Nxm)
(1) For adaptation options, see page 461
For inserts, see pages: HSM90S APCR 1405 (399)
For inserts with a corner radius larger than
5.0 mm, the corner of the pocket must be
modified according to the drawing.
R body= R insert +0.5 mm
Spare Parts
Designation
HSM90S FAL-D050-2-22-14 SR M5X0.8IP20-1 BLD IP20/M7 SW6-T-SH SR M10X40DIN912
HSM90S FAL-D050-3-22-14 SR M5X0.8IP20-1 BLD IP20/M7 SW6-T-SH SR M10X40DIN912
HSM90S FAL-D063-3-27-14 SR M5X0.8IP20-1 BLD IP20/M7 SW6-T-SH SR M12X35DIN912
HSM90S FAL-D080-4-27-14 SR M5X0.8IP20-1 BLD IP20/M7 SW6-T-SH SR M12X35DIN912
330 ISCAR