
Page 215 - UNION
P. 215
part. Technical DaTa Technical DaTa RECOMMENDATION OF CUTTING CONDITIONS part.
B B
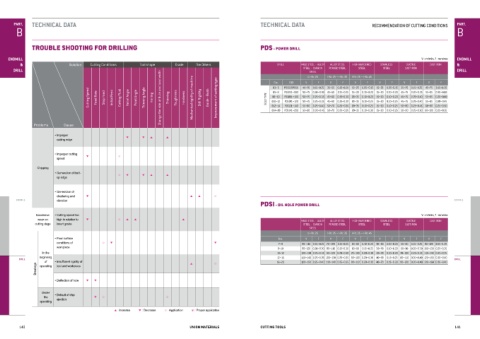
trouble Shooting For drilling pdS - poWer drill
endmill V : m/min, f : mm/rev endmill
& Solution Cutting Conditions Tool shape Grade The Others DRILL MILD STEEL · ALLOY ALLOY STEEL HIGH HARDENED STAINLESS DUCTILE CAST IRON &
FORGED STEEL
STEEL
drill Dia. COD STEEL · CARBON HRc 25 ~ HRc 35 HRc 35 ~ HRc 45 V STEEL F V CAST IRON F V F drill
STEEL
≤ HRc 25
V
F
V
F
V
F
35~55
45~75
0.05~0.15
0.15~0.25
Ø3~5
PDS030~050
0.15~0.25
Cutting Speed Feed Rate Step Feed Initial Feed Cutting Fluid Relief Angle Point Angle Thinning Angle Honing Change the rate of flute and land width Thinning Toughness Hardness Machanical rigidity of machine Drill Rigidity Guide - Bush Improvement of setting type SOLD TYPE Ø10~12 PDS051~080 40~70 0.25~0.35 45~60 0.10~0.20 15~25 0.10~0.30 15~25 0.05~0.15 35~70 0.20~0.35 55~85 0.15~0.30
Ø5~8
0.10~0.20
0.15~0.25
15~30
50~75 0.20~0.30 45~60
0.20~0.40
15~30
0.10~0.20
45~75
0.25~0.40 55~85
0.10~0.20
0.15~0.30
50~75
PDS081~100
45~75
0.20~0.40
15~30
20~35
Ø8~10
0.10~0.20
0.20~0.45
0.25~0.40 55~85
0.25~0.35 45~60
45~75
50~75
15~30
0.10~0.25
0.10~0.25
20~35
PDS101~120
0.15~0.30
0.10~0.25
0.10~0.25
15~30
50~80 0.25~0.45 60~90 0.25~0.50
55~80 0.25~0.40 50~70 0.20~0.35 20~35
PDS121~140
Ø12~14
Ø14~20
0.10~0.25
15~30
PDS141~200
55~80 0.30~0.45 50~70 0.20~0.35 20~35
50~80 0.25~0.50 60~100 0.25~0.55
Problems Cause
• Improper ▼ ▼ ▲ ▲
cutting edge
• Improper cutting
speed ▼ ○
Chipping
• Generation of built-
up edge ○ ▼ ▼ ▲ ▲
• Generation of
chattering and ▼ ▲ ▲ ○
endmill vibration endmill
pdSi - oil hole poWer drill
Excessive • Cutting speed too V : m/min, f : mm/rev
wear on high in relation to ▼ ○ ▲ ▲ ▲ MILD STEEL · ALLOY ALLOY STEEL HIGH HARDENED STAINLESS DUCTILE CAST IRON
cutting dege insert grade STEEL · CARBON FORGED STEEL STEEL STEEL CAST IRON
STEEL
≤ HRc 25 HRc 25 ~ HRc 35 HRc 35 ~ HRc 45
• Poor surface Dia. V F V F V F V F V F V F
conditions of ○ ▼ ▼ 7~8 80~110 0.15~0.25 70~100 0.15~0.25 50~80 0.10~0.20 30~60 0.10~0.20 50~80 0.15~0.25 80~120 0.15~0.30
workpiece 8~10 90~120 0.20~0.30 80~110 0.15~0.30 60~90 0.15~0.25 30~70 0.10~0.20 60~90 0.20~0.30 100~130 0.25~0.35
In the 10~12 100~130 0.25~0.35 90~120 0.20~0.30 70~100 0.20~0.30 30~70 0.10~0.20 70~100 0.25~0.35 110~140 0.25~0.35
beginning 12~16 110~140 0.25~0.35 100~130 0.25~0.35 80~100 0.20~0.30 40~70 0.15~0.25 80~110 0.30~0.40 120~150 0.30~0.40
drill drill
of • Insufficient rigidity of ▲ ○ 16~20 120~150 0.25~0.40 110~140 0.25~0.35 90~110 0.20~0.30 40~70 0.15~0.30 90~120 0.30~0.40 130~160 0.30~0.40
Breakage operating tool and workpiece
• Deflection of hole ▼ ▼
Under • Default of chip
the ejection ▼ ○ ○
operating
▲ : Increase ▼ : Decrease ○ : Application ⊙ : Proper application
140 Union Materials cUttinG tools 141