
Page 592 - Dormer
P. 592
Información General
ROSCADO
INSTRUCCIONES GENERALES PARA EL ROSCADO
El éxito de toda operación de roscado depende de diversos factores; todos ellos afectan a la calidad del producto
acabado.
1. Seleccione el diseño correcto del macho para el material del componente y el tipo de agujero, es decir, pasante o
ciego, de la tabla Clasificación de materiales.
2. Asegurar que el componente esté bien sujeto, ya que el movimiento lateral podría causar la rotura del macho o la
formación de roscas de mala calidad.
3. Seleccionar el tamaño correcto de la broca de la página del catálogo correspondiente. Asegurarse siempre de
mantener al mínimo el endurecimiento del material del componente.
4. Seleccionar la velocidad de corte correcta, según se muestra en la página de productos del catálogo.
5. Usar el fluido de corte adecuado para la aplicación correcta.
6. En aplicaciones NC, asegurar que el valor de avance escogido para el programa sea el correcto. Al usar un accesorio
de roscar, se recomienda un 95% a 97% del paso para permitir que el macho genere su propio paso.
7. Siempre que sea posible, sujetar el macho con un dispositivo de roscar de alta calidad con limitador de par; esto
asegura el movimiento axial libre del macho y lo sitúa encuadrado en el agujero. Además protege el macho de una
posible rotura si “toca fondo” accidentalmente en un agujero ciego.
8. Asegurar la introducción suave del macho en el agujero, ya que un avance desigual podría producir “abocinamiento”.
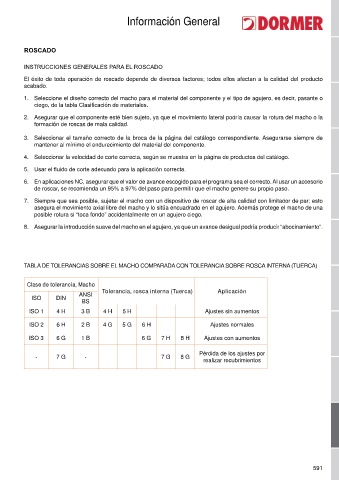
TABLA dE TOLERANCIAS SOBRE EL MACHO COMPARAdA CON TOLERANCIA SOBRE ROSCA INTERNA (TUERCA)
Clase de tolerancia, Macho
ANSI Tolerancia, rosca interna (Tuerca) Aplicación
ISO DIN
BS
ISO 1 4 H 3 B 4 H 5 H Ajustes sin aumentos
ISO 2 6 H 2 B 4 G 5 G 6 H Ajustes normales
ISO 3 6 G 1 B 6 G 7 H 8 H Ajustes con aumentos
- 7 G - 7 G 8 G Pérdida de los ajustes por
realizar recubrimientos
591