
Page 304 - DC
P. 304
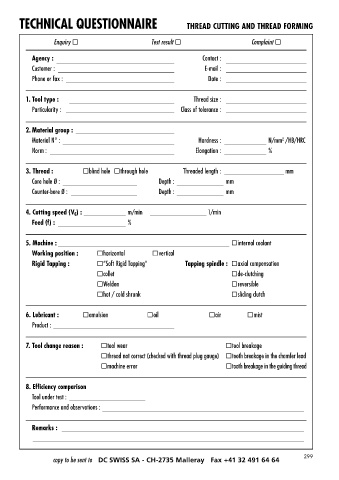
TECHNICAL QUESTIONNAIRE THREAD CUTTING AND THREAD FORMING
Enquiry Test result Complaint
Agency : Contact :
Customer : E-mail :
Phone or fax : Date :
1. Tool type : Thread size :
Particularity : Class of tolerance :
2. Material group :
Material N° : Hardness : N/mm /HB/HRC
2
Norm : Elongation : %
3. Thread : blind hole through hole Threaded length : mm
Core hole Ø : Depth : mm
Counter-bore Ø : Depth : mm
4. Cutting speed (V ) : m/min 1/min
c
Feed (f) : %
5. Machine : internal coolant
Working position : horizontal vertical
Rigid Tapping : “Soft Rigid Tapping“ Tapping spindle : axial compensation
collet de-clutching
Weldon reversible
hot / cold shrunk sliding clutch
6. Lubricant : emulsion oil air mist
Product :
7. Tool change reason : tool wear tool breakage
thread not correct (checked with thread plug gauge) tooth breakage in the chamfer lead
machine error tooth breakage in the guiding thread
8. Efficiency comparison
Tool under test :
Performance and observations :
Remarks :
copy to be sent to DC SWISS SA - CH-2735 Malleray Fax +41 32 491 64 64 299