
Page 85 - logic
P. 85
FOR INTERNAL USE ONL Y • SUBJECT TO CHANGE FOR INTERNAL USE ONL Y • SUBJECT TO CHANGE
LH OAL Rd°
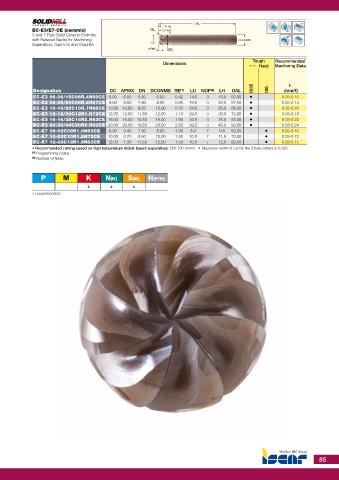
EC-E3/E7-CE (ceramic) RE LU
3 and 7 Flute Solid Ceramic Endmills
with Relieved Necks for Machining DCONMS
Superalloys, Cast Iron and Graphite DC
APMX DN
Tough Recommended
Dimensions
1 Hard Machining Data
fz
Designation DC APMX DN DCONMS RE (1) LU NOF (2) LH OAL IS35 IS6 (mm/t)
EC-E3 06-06/15C06R.4N50CE 6.00 6.00 5.50 6.00 0.42 14.5 3 15.0 50.00 • 0.03-0.10
EC-E3 08-08/20C08R.5N57CE 8.00 8.00 7.50 8.00 0.56 19.5 3 20.0 57.00 • 0.03-0.14
EC-E3 10-10/25C10R.7N65CE 10.00 10.00 9.50 10.00 0.70 24.5 3 25.0 65.00 • 0.03-0.16
EC-E3 12-12/30C12R1.N72CE 12.00 12.00 11.50 12.00 1.10 29.5 3 30.0 72.00 • 0.03-0.18
EC-E3 16-16/35C16R2.N83CE 16.00 16.00 15.50 16.00 1.90 34.5 3 35.0 83.00 • 0.03-0.22
EC-E3 20-20/40C20R2.N93CE 20.00 20.00 19.50 20.00 2.50 39.5 3 40.0 93.00 • 0.03-0.24
EC-E7 08-02C08R1.0N63CE 8.00 0.40 7.50 8.00 1.00 8.0 7 9.5 63.00 • 0.03-0.10
EC-E7 10-02C10R1.5N72CE 10.00 0.70 9.50 10.00 1.50 10.0 7 11.5 72.00 • 0.03-0.12
EC-E7 12-02C12R1.5N83CE 12.00 1.30 11.50 12.00 1.50 10.0 7 12.0 83.00 • 0.03-0.15
• Recommended cutting speed on high temperature nickel-based superalloys: 250-700 m/min • Maximum width of cut for the 3 flute cutters is 0.1xD
(1) Programming radius
(2) Number of flutes
P M K N(K) S(M) H(P/K)
+ + +
+ recommended
85