
Page 831 - Iscar
P. 831
USER GUIDE
ITS BORE
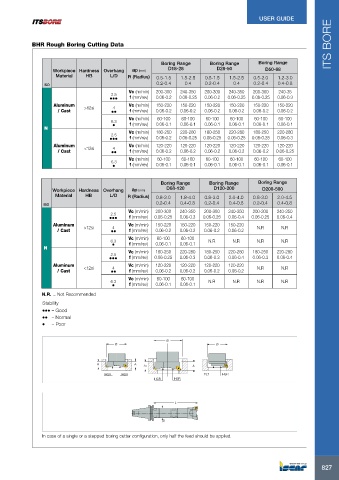
BHR Rough Boring Cutting Data
Boring Range Boring Range Boring Range
Workpiece Hardness Overhang ap (mm) D18-28 D28-50 D50-68
Material HB L/D R (Radius) 0.5-1.5 1.5-2.5 0.5-1.5 1.5-2.5 0.5-2.0 1.2-3.0
ISO 0.2-0.4 0.4 0.2-0.4 0.4 0.2-0.4 0.4-0.8
Vc (m/min) 200-300 240-350 200-300 240-350 200-300 240-35
2.5
●●● f (mm/rev) 0.06-0.2 0.06-0.25 0.06-0.2 0.06-0.25 0.06-0.25 0.06-0.3
Aluminum >12si Vc (m/min) 150-220 150-220 150-220 150-220 150-220 150-220
4
/ Cast ●● f (mm/rev) 0.06-0.2 0.06-0.2 0.06-0.2 0.06-0.2 0.06-0.2 0.06-0.2
Vc (m/min) 60-100 60-100 60-100 60-100 60-100 60-100
6.3
● f (mm/rev) 0.06-0.1 0.06-0.1 0.06-0.1 0.06-0.1 0.06-0.1 0.06-0.1
N
Vc (m/min) 180-250 220-280 180-250 220-280 180-250 220-280
2.5
●●● f (mm/rev) 0.06-0.2 0.06-0.25 0.06-0.25 0.06-0.25 0.06-0.25 0.06-0.3
Aluminum <12si Vc (m/min) 120-220 120-220 120-220 120-220 120-220 120-220
4
/ Cast ●● f (mm/rev) 0.06-0.2 0.06-0.2 0.06-0.2 0.06-0.2 0.06-0.2 0.06-0.25
Vc (m/min) 60-100 60-100 60-100 60-100 60-100 60-100
6.3
● f (mm/rev) 0.06-0.1 0.06-0.1 0.06-0.1 0.06-0.1 0.06-0.1 0.06-0.1
Boring Range Boring Range Boring Range
Workpiece Hardness Overhang ap (mm) D68-120 D120-200 D200-500
Material HB L/D R (Radius) 0.8-3.0 1.8-4.0 0.8-3.0 2.0-4.0 0.8-3.0 2.0-4.5
ISO 0.2-0.4 0.4-0.8 0.2-0.4 0.4-0.8 0.2-0.4 0.4-0.8
Vc (m/min) 200-300 240-350 200-300 240-350 200-300 240-350
2.5
●●● f (mm/rev) 0.06-0.25 0.06-0.3 0.06-0.25 0.06-0.4 0.06-0.25 0.06-0.4
Aluminum >12si Vc (m/min) 150-220 150-220 150-220 150-220 N.R N.R
4
/ Cast ●● f (mm/rev) 0.06-0.2 0.06-0.2 0.06-0.2 0.06-0.2
Vc (m/min) 60-100 60-100
6.3 N.R N.R N.R N.R
● f (mm/rev) 0.06-0.1 0.06-0.1
N Vc (m/min) 180-250 220-280 180-250 220-280 180-250 220-280
2.5
●●● f (mm/rev) 0.06-0.25 0.06-0.3 0.06-0.3 0.06-0.4 0.06-0.3 0.06-0.4
Aluminum <12si 4 Vc (m/min) 120-220 120-220 120-220 120-220 N.R N.R
/ Cast ●● f (mm/rev) 0.06-0.2 0.06-0.2 0.06-0.2 0.06-0.2
Vc (m/min) 60-100 60-100
6.3 N.R N.R N.R N.R
● f (mm/rev) 0.06-0.1 0.06-0.1
N.R. = Not Recommended
Stability
– Good
●●●
●● – Normal
● – Poor
Ø
Ø Ø
A A A1 A
IHSR
IHSR IHSR PLT IHSR
IHCR IHSR
L
D
In case of a single or a stepped boring cutter configuration, only half the feed should be applied.
827
827