
Page 823 - Iscar
P. 823
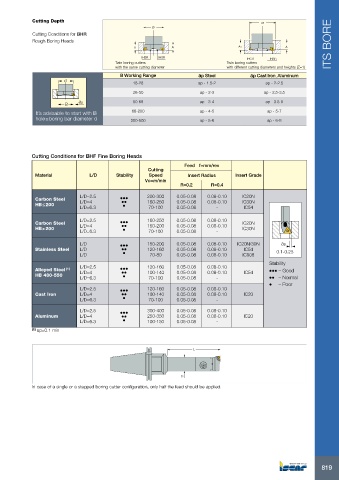
Cutting Depth
Ø
Ø
Cutting Conditions for BHR
Rough Boring Heads
A A A1 A ITS BORE
IHSR
IHSR IHSR
IHCR IHSR
Twin boring cutters Twin boring cutters
with the same cutting diameter with different cutting diameters and heights (Z=1)
B Working Range ap Steel ap Cast Iron, Aluminum
d
18-28 ap - 1.5-2 ap - 2-2.5
28-50 ap - 2-3 ap - 2.5-3.5
B ap 50-68 ap - 3-4 ap - 3.5-5
It’s advisable to start with B 68-200 ap - 4-5 ap - 5-7
hole≥boring bar diameter d 200-500 ap - 5-6 ap - 6-8
Cutting Conditions for BHF Fine Boring Heads
Feed f=mm/rev
Cutting
Material L/D Stability Speed Insert Radius Insert Grade
Vc=m/min
R=0.2 R=0.4
L/D=2.5 200-300 0.05-0.08 0.08-0.10 IC20N
Carbon Steel L/D=4 ●●● 160-250 0.05-0.08 0.08-0.10 IC30N
HB≤200 ●●
●
L/D=6.3 70-100 0.05-0.08 - IC54
L/D=2.5 160-250 0.05-0.08 0.08-0.10
Carbon Steel L/D=4 ●●● 150-200 0.05-0.08 0.08-0.10 IC20N
HB>200 ●● IC30N
●
L/D=6.3 70-100 0.05-0.08 -
L/D ●●● 150-200 0.05-0.08 0.08-0.10 IC20N/30N ap
Stainless Steel L/D ●● 120-160 0.05-0.08 0.08-0.10 IC54 0.1-0.25
L/D ● 70-80 0.05-0.08 0.08-0.10 IC908
Stability
L/D=2.5 120-160 0.05-0.08 0.08-0.10
Alloyed Steel (1) L/D=4 ●●● 100-140 0.05-0.08 0.08-0.10 IC54 ●●●
– Good
HB 480-550 ●●
●
L/D=6.3 70-100 0.05-0.08 - ●● – Normal
● – Poor
L/D=2.5 ●●● 120-160 0.05-0.08 0.08-0.10
Cast Iron L/D=4 ●● 100-140 0.05-0.08 0.08-0.10 IC20
L/D=6.3 ● 70-100 0.05-0.08 -
L/D=2.5 ●●● 300-400 0.05-0.08 0.08-0.10
Aluminum L/D=4 ●● 250-350 0.05-0.08 0.08-0.10 IC20
L/D=6.3 ● 100-150 0.05-0.08 -
(1) ap=0.1 min
L
.0015 0 .0005 .001
D
In case of a single or a stepped boring cutter configuration, only half the feed should be applied.
819