
Page 601 - Iscar
P. 601
USER GUIDE
General - Calculations
-1
Spindle Speed (min ) Power Requirement (kW)
vc •1000 Q f = Feed/rev mm/rev
n= π • D Pc= 60.000 • η • kc • sin k kc = Material specific
Cutting Speed (m/min) Torque (Nm) cutting force N/mm 2
h = Distance from drill
π • D • n f • kc D 2 SOLID CARBIDE DRILLS
vc = Mc= • • sin k•km point to workpiece mm
1000 1000 8 before feeding
Table Feed (mm/min) Feed Force (approx.) (N) L = Depth of hole mm
C Mh = Cost/machine hour $/h
vf = f • n Ff = 0.63 • D •f•kc•sin k•kf η = Machine efficiency %
2 k = 90º 180° bottom drills
}
Material Removal Rate (cm3/min) Machining Time (min/piece) sin k = 1 DR...
}
vf • π • D 2 L+h k = 70º 140° point angle drills
Q= Tc = sin k = 0.94 SCD.., DCM.., DCN..
4000 vf
Drill Geometry Coeficient
Machining Cost ($/piece) DCM DCN SCD
km 1 0.85 0.85
CMh
Cc= 60 •Tc kf 1 0.85 0.85
Example k Values
c
Drill DR 220-044-25-07-2D-N (Ø22 mm) k=90º; sin k=1 Material Group kc Value
Material No. 4 kc=2200 N/mm CMh=50 $/h η=0.75 1 2 2000
2
2100
vc=200 m/min f=0.15 mm/rev L=25 mm h=10 mm 3 2150
km=1 kf=1 4 2200
5 2200
6 2100
n= vc • 1000 = 200 •1000 =2894 min-1 7 2100
π • D π • 22 8 2100
9 2100
10 2500
vf = f • n=0.15 • 2894=434 mm/min 11 3250
2300
12
13 2800
14 2600
2
2
Q= vf • π • D = 434 • 3.14 • (22) =165 cm3/min 15 1100
4000 4000 16 1300
17 1100
18 1800
Pc= Q • kc • sin k= 165 • 2200 • 1 =8.06 kW 19 900
60.000 • η 60.000 • 0.75 20 1000
21 500
22 800
2
Mc= f • kc D • sin k= 0.15 • 2200 • 222 • 1• 1=20 Nm 23 800
1000 • 8 1000 8 26 700
27 700
D 22 28 1700
Ff=0.63 • • f • kc • sin k= 0.63 • •0.15 • 2200 •1• 1=2286 N 31 3000
2 2 32 3100
33 3300
34 3300
Tc = L+h = 25+10 = 0.08 min/piece 35 3200
vf 434 36 1700
37 1700
38 4600
Cc= CMh •Tc = 50 • 0.08 =0.067 $/piece 39 4700
60 60 40 4600
4 1 4500
For material groups, see pages 1008-1043
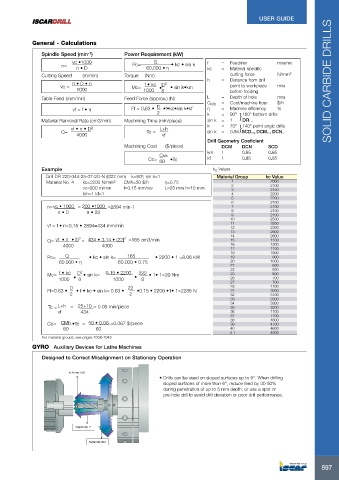
GYRO Auxiliary Devices for Lathe Machines
Designed to Correct Misalignment on Stationary Operation
T.I.R. max. 0.02
• Drills can be used on sloped surfaces up to 6°. When drilling
sloped surfaces of more than 6°, reduce feed by 30-50%
during penetration of up to 5 mm depth; or use a spot or
pre-hole drill to avoid drill deviation or poor drill performance.
Angular Adj. 1°
Radial Adj. D2.0
597
597