
Page 379 - Iscar
P. 379
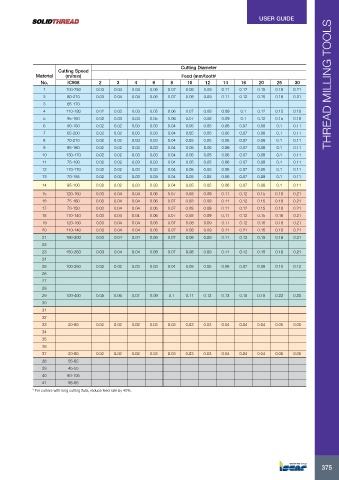
USER GUIDE
Cutting Diameter
Cutting Speed
Material (m/min) Feed (mm/tooth )
No. IC908 2 3 4 6 8 10 12 14 16 20 25 30 THREAD MILLING TOOLS
1 100-250 0.03 0.04 0.04 0.06 0.07 0.08 0.09 0.11 0.12 0.15 0.18 0.21
2 80-210 0.03 0.04 0.04 0.06 0.07 0.08 0.09 0.11 0.12 0.15 0.18 0.21
3 65-170
4 110-180 0.02 0.03 0.03 0.05 0.06 0.07 0.08 0.09 0.1 0.12 0.15 0.18
5 95-160 0.02 0.03 0.03 0.05 0.06 0.07 0.08 0.09 0.1 0.12 0.15 0.18
6 90-160 0.02 0.02 0.03 0.03 0.04 0.05 0.05 0.06 0.07 0.08 0.1 0.11
7 65-200 0.02 0.02 0.03 0.03 0.04 0.05 0.05 0.06 0.07 0.08 0.1 0.11
8 70-210 0.02 0.02 0.03 0.03 0.04 0.05 0.05 0.06 0.07 0.08 0.1 0.11
9 95-160 0.02 0.02 0.03 0.03 0.04 0.05 0.05 0.06 0.07 0.08 0.1 0.11
10 130-170 0.02 0.02 0.03 0.03 0.04 0.05 0.05 0.06 0.07 0.08 0.1 0.11
11 75-100 0.02 0.02 0.03 0.03 0.04 0.05 0.05 0.06 0.07 0.08 0.1 0.11
12 110-170 0.02 0.02 0.03 0.03 0.04 0.05 0.05 0.06 0.07 0.08 0.1 0.11
13 70-155 0.02 0.02 0.03 0.03 0.04 0.05 0.05 0.06 0.07 0.08 0.1 0.11
14 85-100 0.02 0.02 0.03 0.03 0.04 0.05 0.05 0.06 0.07 0.08 0.1 0.11
15 120-160 0.03 0.04 0.04 0.06 0.07 0.08 0.09 0.11 0.12 0.15 0.18 0.21
16 75-160 0.03 0.04 0.04 0.06 0.07 0.08 0.09 0.11 0.12 0.15 0.18 0.21
17 70-150 0.03 0.04 0.04 0.06 0.07 0.08 0.09 0.11 0.12 0.15 0.18 0.21
18 110-140 0.03 0.04 0.04 0.06 0.07 0.08 0.09 0.11 0.12 0.15 0.18 0.21
19 120-160 0.03 0.04 0.04 0.06 0.07 0.08 0.09 0.11 0.12 0.15 0.18 0.21
20 110-140 0.03 0.04 0.04 0.06 0.07 0.08 0.09 0.11 0.21 0.15 0.18 0.21
21 160-300 0.03 0.04 0.04 0.06 0.07 0.08 0.09 0.11 0.12 0.15 0.18 0.21
22
23 150-350 0.03 0.04 0.04 0.06 0.07 0.08 0.09 0.11 0.12 0.15 0.18 0.21
24
25 100-250 0.02 0.02 0.03 0.03 0.04 0.05 0.05 0.06 0.07 0.08 0.10 0.12
26
27
28
29 100-400 0.05 0.06 0.07 0.09 0.1 0.11 0.12 0.13 0.15 0.18 0.22 0.25
30
31
32
33 20-80 0.02 0.02 0.02 0.03 0.03 0.03 0.03 0.04 0.04 0.04 0.05 0.05
34
35
36
37 20-80 0.02 0.02 0.02 0.03 0.03 0.03 0.03 0.04 0.04 0.04 0.05 0.05
38 55-65
39 45-55
40 90-105
41 55-65
* For cutters with long cutting flute, reduce feed rate by 40%.
375
375
375