
Page 191 - Iscar
P. 191
D3
Da
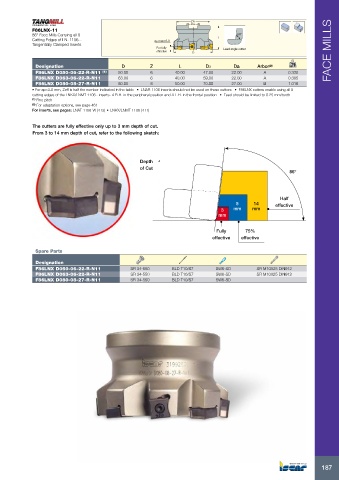
F86LNX-11
86° Face Mills Carrying all 8 L 86°
Cutting Edges of LN..1106... ap max=3.0
Tangentially Clamped Inserts
For fully Lead angle cutter
effective D FACE MILLS
Designation D Z L D3 Da Arbor (2) kg
F86LNX D050-06-22-R-N11 (1) 50.00 6 40.00 47.00 22.00 A 0.330
F86LNX D063-06-22-R-N11 63.00 6 40.00 59.00 22.00 A 0.385
F86LNX D080-08-27-R-N11 80.00 8 50.00 70.00 27.00 B 1.016
• For ap>3.0 mm, Zeff is half the number indicated in the table • LNAR 1106 inserts should not be used on these cutters • F86LNX cutters enable using all 8
cutting edges of the LNKX/LNMT 1106.. inserts- 4 R.H. in the peripheral position and 4 L.H. in the frontal position • Feed should be limited to 0.25 mm/tooth
(1) Fine pitch
(2) For adaptation options, see page 461
For inserts, see pages: LNAT 1106-W (412) • LNKX/LNMT 1106 (411)
The cutters are fully effective only up to 3 mm depth of cut.
From 3 to 14 mm depth of cut, refer to the following sketch:
Depth
of Cut
86°
Half
5 14 effective
3 mm mm
mm
Fully 75%
effective effective
Spare Parts
Designation
F86LNX D050-06-22-R-N11 SR 34-550 BLD T10/S7 SW6-SD SR M10X25 DIN912
F86LNX D063-06-22-R-N11 SR 34-550 BLD T10/S7 SW6-SD SR M10X25 DIN912
F86LNX D080-08-27-R-N11 SR 34-550 BLD T10/S7 SW6-SD
187