
Page 9 - CAMFIX
P. 9
Quick Change
High Precision
Tools and Holders for
MAXIMUM
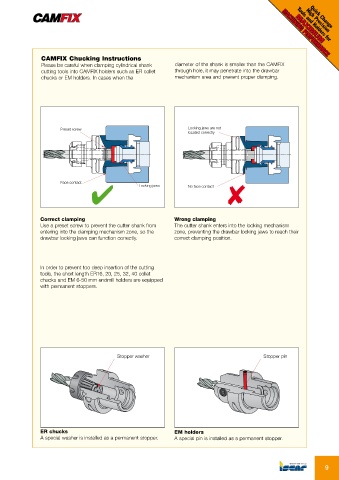
CAMFIX Chucking Instructions MACHINING PERFORMANCE
Please be careful when clamping cylindrical shank diameter of the shank is smaller than the CAMFIX
cutting tools into CAMFIX holders such as ER collet through hole, it may penetrate into the drawbar
chucks or EM holders. In cases when the mechanism area and prevent proper clamping.
Preset screw Locking jaws are not
located correctly
Face contact Locking jaws No face contact
✔ ✘
Correct clamping Wrong clamping
Use a preset screw to prevent the cutter shank from The cutter shank enters into the locking mechanism
entering into the clamping mechanism zone, so the zone, preventing the drawbar locking jaws to reach their
drawbar locking jaws can function correctly. correct clamping position.
In order to prevent too deep insertion of the cutting
tools, the short length ER16, 20, 25, 32, 40 collet
chucks and EM 6-50 mm endmill holders are equipped
with permanent stoppers.
Stopper washer Stopper pin
ER chucks EM holders
A special washer is installed as a permanent stopper. A special pin is installed as a permanent stopper.
9