
Page 440 - Hartner
P. 440
Tips and Tricks
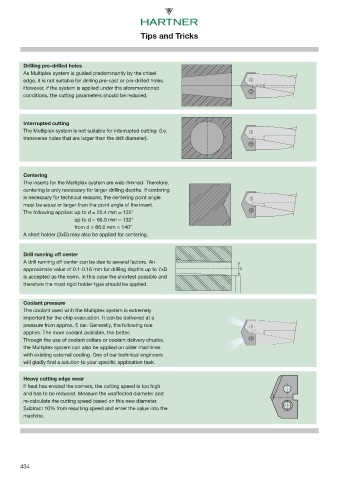
Drilling pre-drilled holes
As Multiplex system is guided predominantly by the chisel
edge, it is not suitable for drilling pre-cast or pre-drilled holes.
However, if the system is applied under the aforementioned
conditions, the cutting parameters should be reduced.
Interrupted cutting
The Multiplex system is not suitable for interrupted cutting (i.e.
transverse holes that are larger than the drill diameter).
Centering
The inserts for the Multiplex system are web thinned. Therefore,
centering is only necessary for larger drilling depths. If centering
is necessary for technical reasons, the centering point angle
must be equal or larger than the point angle of the insert.
The following applies: up to d = 25.4 mm = 135°
up to d = 66.0 mm = 132°
from d = 66.0 mm = 140°
A short holder (3xD) may also be applied for centering.
Drill running off center
A drill running off center can be due to several factors. An
approximate value of 0.1-0.16 mm for drilling depths up to 7xD Ø
is accepted as the norm. In this case the shortest possible and
therefore the most rigid holder type should be applied.
Coolant pressure
The coolant used with the Multiplex system is extremely
important for the chip evacuation. It can be delivered at a
pressure from approx. 5 bar. Generally, the following rule
applies. The more coolant available, the better.
Through the use of coolant collars or coolant delivery chucks,
the Multiplex system can also be applied on older machines
with existing external cooling. One of our technical engineers
wilI gladly find a solution to your specific application task.
Heavy cutting edge wear
If heat has eroded the corners, the cutting speed is too high
and has to be reduced. Measure the unaffected diameter and
re-calculate the cutting speed based on this new diameter.
Subtract 10% from resulting speed and enter the value into the
machine.
434
07_Multiplex.indb 434 28.11.11 14:43