
Page 284 - Hartner
P. 284
Solid carbide single-fluted gun drill E 100
suitable for almost every material, from Ø 0.9 - 12.0 mm,
max. flute length 500 mm
To ask for or to order Hartner solid carbide single-fluted gun drills E 100 especially suited to your application,
please complete the fax inquiry.
For certain materials a coating is required, as the successful application of gun drills with a bright surface finish cannot be guaranteed.
For coating definitions see Hartnerguide in the tecnical part.
T
TiN A TiAlN TiCN F FIRE MolyGlide A AlTiN nanoA TiAlSiN
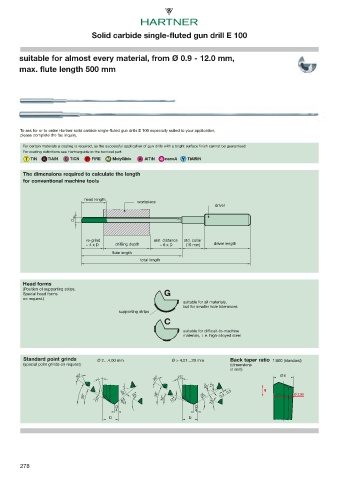
The dimensions required to calculate the length
for conventional machine tools
head length
workpiece
driver
d 1h5
re-grind min. distance std. collar
~ 4 x D drilliing depth ~ 6 x D (15 mm) driver length
flute length
total length
Head forms
(Position of supporting strips.
Special head forms G
on request.)
suitable for all materials,
but for smaller hole tolerances
supporting strips
C
suitable for difficult-to-machine
materials, i. e. high-alloyed steel
E
Standard point grinds Ø 2…4,00 mm Ø > 4,01…20 mm Back taper ratio 1:800 (standard)
(special point grinds on request) (dimensions
in mm)
30° 30° A 15° Ø 4
20° 12°
30° 0,3... 0,5 8 Ø 3,99
30° 35° 30° 30°
15° 40° 20° 12° 25°
D D D
4 4
D D
278
04_TLB.indb 278 28.11.11 11:06