
Page 632 - Dormer
P. 632
Informations Générales
TARAUDAGE
RECOMMANDATIONS GENERALES POUR LE TARAUDAGE
Le succès de toute opération de taraudage est fonction d’un nombre de facteurs, chacun affectant la qualité du produit
fini.
1. Sélectionner le type de taraud qui convient à la matière de la pièce et au type de trou, borgne ou débouchant, dans
le tableau de classification des matériaux.
2. Veiller à la rigidité du bridage de la pièce, tout mouvement latéral pouvant causer la rupture du taraud ou la production
d’un filetage de mauvaise qualité.
3. Sélectionner le diamètre de foret correct sur la page adéquate du catalogue. Veiller toujours à éviter autant que
possible l’écrouissage de la pièce.
4. Sélectionner la vitesse de coupe correcte comme il est décrit sur la page produit du catalogue.
5. Utiliser le liquide de coupe adapté à l’application.
6. Sur les machines à commandes numériques, veiller à ce que le programme utilise une valeur de pas correcte. Avec
un adaptateur de taraudage, utiliser 95 % à 97 % du pas pour permettre au taraud de générer son propre pas.
7. Si possible, utiliser un adaptateur de taraudage à limiteur de couple de bonne qualité, qui laisse le taraud libre de se
déplacer dans le sens axial tout en garantissant sa perpendicularité par rapport au trou. Ces adaptateurs protègent
également le taraud et évitent sa rupture s’il touche accidentellement le fond d’un trou borgne.
8. Veiller à la régularité de l’entrée du taraud dans le trou, car une avance irrégulière peut produire un évasement.
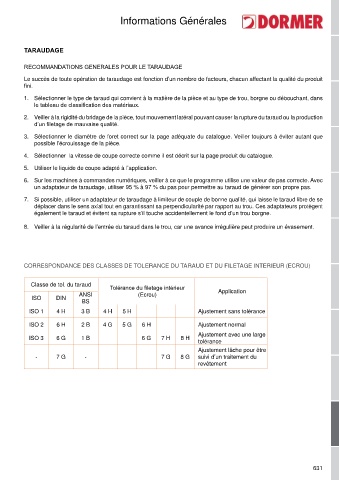
CORRESPONDANCE DES CLASSES DE TOLERANCE DU TARAUD ET DU FILETAGE INTERIEUR (ECROU)
Classe de tol. du taraud
Tolérance du filetage intérieur
ANSI (Ecrou) Application
ISO DIN
BS
ISO 1 4 H 3 B 4 H 5 H Ajustement sans tolérance
ISO 2 6 H 2 B 4 G 5 G 6 H Ajustement normal
ISO 3 6 G 1 B 6 G 7 H 8 H Ajustement avec une large
tolérance
Ajustement lâche pour être
- 7 G - 7 G 8 G suivi d’un traitement du
revêtement
631