
Page 612 - Dormer
P. 612
Informação Geral
ROSCAGEM
DICAS GERAIS SOBRE A ABERTURA DE ROSCAS
O sucesso de qualquer trabalho de fundição depende de um número de fatores, influenciando todos eles a qualidade
do produto acabado.
1. Selecionar a geometria correta do macho para o material componente através da Tabela de Classificação de
Materiais, e o tipo de furo, ou seja, passante ou cego.
2. Assegurar que o componente esteja firmemente fixado - o movimento lateral poderá causar a rutura do macho ou
roscas de baixa qualidade.
3. Selecionar a dimensão correta da broca para o pré-furo conforme indicado na respetiva página do catálogo.
Assegurar que seja mantido no mínimo o endurecimento do material componente.
4. Selecionar a velocidade de corte correta, conforme apresentado na página do catálogo do produto.
5. Utilizar fluido de corte apropriado para uma aplicação correta.
6. Em aplicações NC, assegurar que o valor de avanço escolhido para o programa está correto. Ao utilizar uma
máquina de roscar, recomenda-se 95% a 97% do passo, para permitir que o macho gere o seu próprio passo.
7. Sempre que possível fixar o macho num dispositivo de boa qualidade com limitação do torque, que assegure o
movimento axial livre do macho e que o apresente corretamente em relação ao furo. Isto também protege o macho
de rutura no caso de atingir acidentalmente o fundo de um furo cego.
8. Controlar a entrada suave do macho no furo, pois um avanço irregular poderá causar um alargamento da rosca.
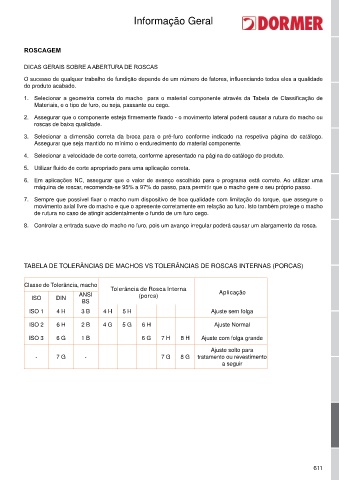
TABELA dE TOLERÂNCIAS dE MACHOS VS TOLERÂNCIAS dE ROSCAS INTERNAS (PORCAS)
Classe de Tolerância, macho Tolerância de Rosca Interna
ANSI (porca) Aplicação
ISO DIN
BS
ISO 1 4 H 3 B 4 H 5 H Ajuste sem folga
ISO 2 6 H 2 B 4 G 5 G 6 H Ajuste Normal
ISO 3 6 G 1 B 6 G 7 H 8 H Ajuste com folga grande
Ajuste solto para
- 7 G - 7 G 8 G tratamento ou revestimento
a seguir
611